Manual de Reparación y repintado de carrocerías
automotrices
Capítulo 19 Pintura
y Acabado
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Objetivos
Después de terminar de leer este capítulo,
usted estará capacitado para:
- Identificar las herramientas y los materiales que se necesitan
para pintar un vehículo.
- Identificar el solvente o adelgazar (thinner) que se necesita
según la pintura que se va a emplear.
- Explicar como se va a aplicar la pintura.
- Explicar que materiales se usan para pintar una parte o todo
el vehículo.
- Identificar los materiales necesarios para una reparación
local, y explicar los métodos que se usan para hacer
este trabajo.
- Explicar los principios fundamentales que se emplean para
igualar el color del vehículo.
- Identificar diversos tipos de plástico y los materiales
y procedimientos que se usan para pintarlos.
- Explicar como se aplica pegamentos a las molduras, imitación
de madera y cintas decorativas.
Unidad 19-1
METODOS, HERRAMIENTAS Y MATERIALES NECESARIOS
Antes de atomizar la pintura a un vehículo
se deben tener en cuenta varios factores. Antes de llevar el vehículo
a la caseta de pintura se debe revisar para asegurarse que no se
haya acumulado polvo o tierra bajo el cofre, alrededor de las puertas
y en los canales que rodean la cajuela. Se revisa con mucho cuidado
el vehículo para asegurar que cuando se colocó la
mascarilla el papel se haya doblado en forma correcta y enmascarado
lo necesario. También, compruebe con mucho cuidado que el
vidrio se haya limpiado bien para quitar suciedad y polvo antes
de poner la mascarilla. Toda cosa que se haya enmascarado se debe
revisar con cuidado para comprobar que la cinta no traslape con
el acabado anterior de pintura.
Se debe revisar la superficie del vehículo
para ver si hay deficiencias en el trabajo de preparación,
combiselado, lijado, vidriado, aplicación y lijado del imprimador,
para tener un acabado lustroso. Las deficiencias en cualquiera de
esas fases se deben reparar de inmediato, porque la pintura no puede
corregir un mal trabajo de preparación. Se aconseja usar
una toalla o trapo humedecidos en agua para desempolvar los marcos
de las puertas, la escurridera de la abertura de la cajuela y las
orillas de las defensas y del cofre; a veces es necesario lijarlos
en las orillas.
Después se debe revisar la caseta de aspersión,
limpiarla si es necesario. Con frecuencia se lavan las casetas de
tiro cruzado, incluyendo las paredes, para quitar las partículas
de polvo y suciedad. Las casetas de tiro descendente se barren y
lavan ligeramente, teniendo cuidado de no verter agua donde se aspira
el aire. Se deben revisar los sellos de las puertas en forma periódica,
al igual que los filtros, tanto de descarga como de entrada; esto
no se necesita hacer antes de cada trabajo, sino, como se dijo,
en forma periódica. Las uniones de los tableros que forman
la caseta también se deben revisar para ver si hay alguna
fuga donde se haya descascarado el sello. En casetas de tipo presión
negativa hay rayas de polvo que indican dónde hay problemas
de escape desde el interior. En las de tipo presión positiva
se necesita una revisión más minuciosa para encontrar
las fugas, porque por lo general se indican del lado externo de
los tableros. Se deben revisar el transformador y mangueras de aire,
y colgarse en las perchas que hay en la pared lateral de la caseta
de aspersión.

Mucho de lo que se necesita en la caseta de mezclado
de pintura debe cumplir con las normas sanitarias. Se debe tener
disponible lo siguiente: solventes, escala, microficha, sistema
de mezclado de solventes, secadores, catalizador, eliminador de
ojos de pescado o burbujas, recipientes para trapos sucios, basurero
para toallas desechables de papel y de trapo, taza medidora, taza
de viscosidad, recipiente de 12 litros de plástico o de metal
para pintura rebajada, recipiente de 4 litros, 1 litro y medio litro,
soporte de colador de pintura, coladores de pintura, varillas agitadas
de pintura, cinta de enmascarar y algunas brochas pequeñas
para limpiar el equipo.
Todos los talleres deben tener adelgazadores y
solventes de buena calidad, los necesarios para los diversos trabajos
por ejecutar, y para las distintas velocidades de evaporación
que se encuentren. También se necesitan retardadores, y aditivos
para ojos de pescado. Siempre deben tener a mano algunas tazas o
recipientes de medición, para poder dosificar cantidades
de pintura o solvente, según se necesite.
En algunas partes lo que más se usa son
las lacas, pero en otras los esmaltes se usan más. Como las
lacas se secan con rapidez, con frecuencia se usan para reparaciones
locales, donde las condiciones sean algo polvosas, o cuando prevalecen
temperaturas bajas. Los esmaltes necesitan una atmósfera
libre de polvo y un ambiente algo tibio o caluroso para poder emplearlos
bien. Cuando se hacen trabajos con esmalte, la caseta de pintura
debe estar limpia y el sistema de filtración debe eliminar
el polvo en el aire que pasa por la caseta. Al pintar con esmalte,
un poco de polvo o partículas de tierra echarán a
perder un acabado lustroso y quizá se requiera volver a hacer
el trabajo para que el cliente quede satisfecho.

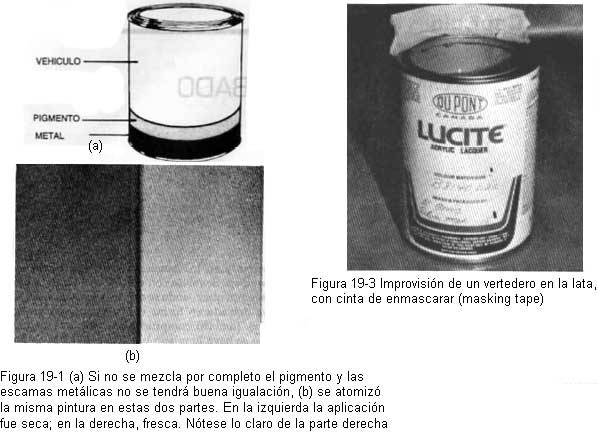
Cuando la persona está lista para usar la
pintura, la debe agitar (Fig. 19-1); si la agitación se hace
a mano, se debe abrir la lata (Figura 19-2) con un abrelatas adecuado.
Para ayudar a evitar derrames, se puede improvisar un vertedor con
masking tape en la boca de la lata (Figura 19-3). A continuación,
si es necesario, se vierte una parte de la pintura de la lata a
otro recipiente, donde se puede agitar con una tablita para agitar.
La tabla se debe mover en tal forma que no sólo mueva la
pintura en dirección circular, sino también hacia
arriba y hacia abajo (Figura 19-4). Con ello se hará que
el pigmento del fondo suba y se mezcle con la resina de la parte
superior. Cuando se hayan agitado bien ambas mitades, se regresa
a la lata original, y de ésta de nuevo a la segunda lata,
varias veces para igualar la mezcla de pintura y también
para tener más mezclado. Cuando en el taller haya un agitador
mecánico, el recipiente se coloca en el sujetador de tornillo
del agitador (Figura 19-5) y se mezcla durante el tiempo necesario;
la pintura quedará bien agitada al terminar. Si la pintura
ha estado en reposo durante mucho tiempo, se aconseja siempre revisar
si está asentada en el fondo. Si algo del pigmento se ha
asentado y se ha vuelto un poco duro, se rompe antes de colocar
la lata en el agitador motorizado. La pintura se agita durante el
tiempo necesario, que puede llegar a 15 minutos para los pigmentos
metálicos que se hayan asentado bien en el recipiente. Este
se quita del agitador y queda listo para usarse en la siguiente
operación, que es la medición de la cantidad de pintura
necesaria (Figura 19-6).
Sugerencia de seguridad: Todos
los tambores de solvente deben conectarse a tierra y a los recipientes
cuando se usen y se debe tener cuidado para evitar derrames de solventes
y líquidos.
La cantidad necesaria de pintura se mide y se vierte
en un recipiente de mezclado; el adelgazador también se debe
medir según el porcentaje de solventes que se necesite para
la pintura. Cuando se vierta pintura de un recipiente cuadrado,
el vertedor de la lata siempre debe estar en el punto más
alto, como en la figura 19-7. Esto permite que entre aire al recipiente
con uniformidad y permite que el solvente salga en forma constante
y salpique muy poco.
Antes de rebajar o adelgazar cualquier pintura,
se debe leer siempre la etiqueta del recipiente. Las cantidades
de dilución no son iguales para todas las marcas, y pueden
presentarse cambios debidos a variaciones en las resinas o pigmentos
que se usaron para formular determinado material. El pintor debe
conocer cuantas onzas o mililitros de pintura sin adelgazar se deben
poner en el recipiente de mezcla o en la taza de medición
(Figura 19-8). A partir de ésta, el pintor debe poder calcular
la cantidad de solventes necesarios para la dilución adecuada
de la pintura para atomizar (véase tabla 19-1).

| Tabla 19-1 Métodos de dilución
y su significado |
Porcentaje de dilución |
Proporciones de adelgazador
(Thinner) a pintura |
25 |
1 parte de adelgazador por 4 partes de pintura |
33 |
1 parte de adelgazador por 3 partes de pintura |
50 |
1 parte de adelgazador por 2 partes de pintura |
75 |
3 partes de adelgazador por 4 partes de pintura |
100 |
1 parte de adelgazador por 1 parte de pintura |
125 |
5 partes de adelgazador por 4 partes de pintura |
150 |
3 partes de adelgazador por 2 partes de pintura |
200 |
2 partes de adelgazador por 1 parte de pintura |
250 |
5 partes de adelgazador por 2 partes de pintura |
300 |
3 partes de adelgazador por 1 parte de pintura |
| |
|
| Fuentes: Sherwin Williams Canada Ltd |
Algunos fabricantes de pintura suministran paletas
de mezclado que tienen diversas relaciones de mezclado o rebaje
marcadas. Son de empleo muy cómodo y hacen muy fácil
el cálculo de la dilución. Cuando un pintor ha rebajado
la pintura en forma correcta, la debe comprobar contra la norma
que recomienda el fabricante para atomizar el material. Aquí
es donde es muy útil la copa de viscosidad (capítulo
18). También es útil para medir la viscosidad de la
pintura en las latas en las que se ha rebajado o diluido la pintura
para ver si la viscosidad es correcta o hay que adelgazar más
el material (Figura 19-9).
Siempre es importante la dilución del material
porque, cuando se usan pinturas tipo metálico, de mica o
aperladas, el adelgazamiento puede cambiar el color a diversos tonos.
La igualación de una pintura no se puede hacer bien sumergiendo
una tablita para agitar en una lata de pintura para sacarla parcialmente
y comprar el color (Figura 19-10). Siempre se debe rebajar la pintura
automotriz y atomizarla en algún lugar, para asegurar una
igualación con la del vehículo, en especial cuando
se usen pinturas tipo metálico, con mica o aperladas.
Las lacas no necesitan catalizador para secar,
y endurecen con rapidez al hacerlo. Al evaporarse el solvente quedan
duras. Por otro lado, los esmaltes se secan por evaporación
de solvente, por polimerización, y por oxidación.
Para acelerar el proceso y mejorar la durabilidad de las resinas,
los fabricantes venden endurecedores de uretano que funcionan como
catalizador y aceleran el curado completo de la capa de pintura
(véase tabla 18-2). El endurecedor de uretano se mezcla en
proporción de 262 ml por cada 4 litros de pintura. Es una
relación de 8 a 1 y es la norma entre todos los fabricantes.
Los materiales de uretano se agregan a los esmaltes agitándolos
para que se mezclen por completo. Sólo se debe catalizar
la cantidad suficiente de esmalte para el lote necesario para el
trabajo que se va a hacer, porque todo material que sobre se deberá
desechar, por su corta vida en el recipiente.
Cuando se ha rebajado la pintura debe colarse por
un cedazo o colador al verterla en la botella de la pistola, o en
algún otro recipiente, para limpiarla de impurezas (Figura
19-11)
Cuando la pintura se ha pasado a la botella de
la pistola o brocha de aire, se deben fijar las dos partes, botella
y pistola, y asegurar la abrazadera. La tapa se debe revisar para
asegurar que esté abierta; si esta tapada se debe abrir con
una herramienta aguzada, redonda y puntiaguda. Después se
sujeta a la pistola en posición horizontal, como cuando se
pinta una superficie horizontal. Esto se hace para ver si hay alguna
fuga entre la pistola y la tapa. Si la hay, separe pistola y botella
y vea si el empaque tiene roturas. Si es necesario se debe colocar
un nuevo empaque y a ver si hay fugas. Si la botella es antigua,
enrede un trapo pequeño alrededor del borde de la botella
para recibir cualquier goteo.

La mayor parte de las botellas nuevas tienen empaques
especiales, o tapas a prueba de goteo, para permitir el pintado
de superficies horizontales sin goteos, A continuación se
conecta la pistola con la manguera de aire y se ajusta la presión
para el material que se va a atomizar (vea la tabla 19-2 del capítulo
1).
ilustraciones/pintura-automotriz/
Se debe ajustar la pistola a una posición
de disparo completamente abierta; debe quedar visible la primera
rosca de la válvula de ajuste de fluido. A continuación
se abre el ajuste de ángulo de abertura hasta obtener un
esparcimiento máximo (vea capítulo 17), que se debe
comprobar en un caballete de pruebas de aspersión o en la
pared, con una plantilla para este objeto. La figura debe ser uniforme
y con alto y ancho correctos, y el flujo de pintura debe ser el
suficiente para obtener una aplicación uniforme, pareja y
llena.
El pintor debe controlar la manguera de la pistola
para que no interfiera con el proceso de aspersión ni tocar
al vehículo recién pintado. Siempre se debe limpiar
la manguera cuando sea necesario; a continuación se pasa
bajo una axila y sobre el cuello, con el tramo suficiente de manguera
para poder extender el brazo contrario, cuya mano sujeta la pistola.
Así el pintor puede alcanzar hacia arriba y pintar las superficies
de techos y tapas de cofre y maletero sin que la manguera las toque
durante la pintura. Una vez terminadas esas zonas, la manguera se
sujeta por lo general con una mano y va hasta la otra, donde esta
la pistola.
El pintor debe terminar de preparar el vehículo
después que éste queda en su lugar en la caseta. Después
de examinar con cuidado para ver si hay defectos, si queda listo
el vehículo, se debe sopletear con aire y al mismo tiempo
frotar la superficie con un trapo limpio y seco. Siempre se inicia
la limpieza partiendo de la zona donde entra el aire a la caseta
y se continúa hacia el ventilador de succión. En las
casetas de tiro cruzado esto se hace de atrás hacia adelante,
y en una caseta de flujo hacia abajo, desde arriba hasta abajo del
vehículo o sección por pintar. La pistola se sujeta
de tal modo que sople al aire de alta presión para que llegue
a los espacios entre el techo y las puertas, al igual que cualquier
otro espacio entre tableros de carrocería, y se deben limpiar
todas las superficies del vehículo por completo para que
no quede polvo ni tierra (Figura 19-12). Se hace esto con todo el
vehículo, y se debe recordar que el ventilador de succión
debe estar funcionando y todas las puertas deben estar cerradas.
Una vez terminada esta operación, se debe
lavar al vehículo con un enjuague final de solvente no aceitoso
para terminar la limpieza de la superficie por pintar (vea tabla
19-3). Esto se lleva a cabo con una toalla o trapo semejantes a
los que se usan para desengrasar o quitar la cera, pero no se debe
remojar demasiado la capa de pintura. El solvente se debe aplicar
y secar casi de inmediato; con ello se limpiará la capa de
pintura sin hacer que crezcan las rayaduras por arena.
Cuando está seco el vehículo se debe
limpiar con un trapo con ligante. Es una manta impregnada con un
barniz no secante. Saque el trapo de su envoltura, desdóblelo
y vuélvalo a doblar de modo que las dos superficies externas
queden hacia adentro. Se hace así porque, cuando está
en el paquete, el peso de los demás paquetes sobre él
hacen que el barniz se salga hacia las superficies exteriores. Si
se voltea se evita el paso de la resina a la capa de pintura. De
desdobla el trapo, como se ve en la figura 19-13, para desempolvar
ligeramente todo el vehículo y se voltea cuando sea necesario,
teniendo cuidado de no comprimir mucho ni dejar huellas de barniz
en la superficie. Si queda algo de barniz sobre la capa de pintura,
se puede limpiar esta con el mismo solvente de limpieza que se usó
para el enjuague final. El vehículo queda entonces listo
para pintarlo con una nueva capa de pintura.
| Tabla 19-3 Números
de parte de solvente para limpiar de pintura |
| Sherwin Williams |
Du Pont |
Ditzler |
Rinshedmason |
MartinSenour |
RIK-213 |
4105S |
DX-330 |
884 |
6387 |
| Tabla 19-4 Números
de parte de eliminadores de ojos de pescado |
| |
Sherwin Williams |
Du Pont |
Ditzler |
Rinshedmason |
MartinSenour |
| Pintura, laca o esmalte no catalizados |
W3K-265 |
FEE |
DX-66 |
803 |
77B |
| Esmaltes catalizados y de uretano |
V3K-780 |
259S |
DX-77 |
819 |
87 |
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Unidad 19-2 Aplicación
de la pintura
En muchos talleres se usan selladores, dependiendo
de los productos que se empleen para pintar al vehículo.
La mayoría de los fabricantes de pintura recomiendan los
diversos métodos que se deben seguir con sus preparaciones
de base antes de aplicar la capa de color. Los selladores se emplean
para evitar el hinchamiento de rayaduras por arena y la pérdida
de lustre, y para aumentar la adherencia al trabajar sobre superficies
lijadas con esmalte seco al aire o al horno, o laca acrílica.
El sellador se debe colar al verterlo en la botella de la pistola.
Si es necesario se rebaja y a continuación se atomiza en
una capa a medio secar, con una presión de aire de 35 a 45
psi en la pistola. A continuación se debe dar el tiempo de
secado necesario antes de cubrirlo con la capa de color. Cuando
el sellador ha secado lo suficiente, se debe limpiar con el trapo
para quitar cualquier sobreatomizado en la superficie del vehículo.
Sugerencia de seguridad: Una caseta
de pintura bien iluminada y limpia hará que el personal especializado
se mantenga sano y asegurará un trabajo de alta calidad.
Las zonas de trabajo bien iluminadas impulsan y mejoran la eficiencia
de los empleados.
Al aplicar la primera capa o mano de pintura pueden
formarse ojos de pescado o burbujas (veáse unidad 19-9).
Los provocan las siliconas que quedan todavía en la superficie
de pintura aun después de haberla limpiado con cuidado. Las
siliconas se emplean en las grasas, aceites o hules, y en los pulimentos
automotrices, y son muy resbaladizas. Las silicona tiene muchos
usos y la emplean muchas ramas industriales, pero son un impedimento
que el pintor debe superar. Si el vehículo se ha limpiado
bien con removedor de silicona, son raras las dificultades. Las
siliconas que queden en la superficie evitan que se adhiera la nueva
capa de pintura a la superficie y provoca que la pintura se rompa
en forma de ojo de pescado.
Cuando se encuentren ojos de pescado en la primera
capa, a veces se puede resolver el problema atomizando en seco sin
usar aditivo. El gatillo de la pistola se retrasa un poco y se aplica
una capa seca de atomizador sobre las áreas afectadas; se
debe hacer esto cuando menos dos veces y con ello deben desaparecer
los ojos de pescado. Permita secar durante 15 minutos y, si los
ojos de pescado se cubren, continúe con la pintura. Al aplicar
la pintura sin rebajar se hace que trabaje como sellador. A continuación
se recubre del modo normal.
Si esto no funciona, se agrega a la pintura un
eliminador de ojos de pescado en la cantidad necesaria; siga las
instrucciones del fabricante. La tabla 19-4 muestra la cantidad
correcta de aditivo para emplear en diversos tipos de pintura. La
silicona activa queda en la superficie y podría provocar
ojos de pescado, pero el aditivo hace que la pintura fluya sobre
ellos y cubra las áreas que pudieran estar afectadas. El
aditivo es silicona, y cuando se agrega al color por atomizar, la
pintura queda saturada de siliconas. Se evitan los ojos de pescado
porque el aditivo provoca una tensión uniforme sobre la superficie
de la nueva capa de pintura.
A causa de los diversos tipos de caseta de pintura,
se siguen distintos métodos o técnicas para aplicar
la pintura a un vehículo, en especial la capa superior. Se
debe pintar de tal modo que pueda mantener una orilla sin secar
en la capa de pintura que no se sobreatomice sobre pintura fresca.
Se debe tener en cuenta el flujo de aire en la
caseta al pintar. Cuando la caseta sea de tiro cruzado, se sigue
un método como el de la figura 19-14; también véase
el capítulo 17. En una caseta de tiro descendente hacia un
pozo de salida de aire en el piso, en la cual el aire se mueve desde
el techo hasta el pozo, la pintura se debe hacer de igual manera.
Primero se trabajan el techo, el cofre y la tapa de la cajuela;
a continuación los lados y las zonas trasera y delantera.
El pintor siempre debe mantener una orilla fresca para poder aplicar
una capa que sea lustrosa una vez seca (Figura 19-15)
Cuando se pinta un automóvil completo, la
operación de atomizado se inicia por lo general en el techo.
Podrá necesitarse tener bandos o andamios adecuados de la
altura correcta para permitir alcanzar y pintar todas las partes.
Se debe usar una mascarilla aprobada y se debe sujetar la pistola
con la mano correcta, teniendo enmascaradas las orillas. Luego se
aplica la primera pasada de pintura a la orilla que da hacia el
pintor; la siguiente se aplica de derecha a izquierda y de izquierda
a derecha con un traslape de 50% (Figura 19-16). A continuación,
al aumentar la distancia por el ancho que se debe cubrir, habrá
que aumentar el traslape al 60 o 70% a medida que el ángulo
de la pistola cambie de ser perpendicular a ligeramente inclinado.
Cada paso acerca más la superficie pintada al centro, y el
pintor debe observar si se aplica con el grado correcto de secado
parcial.
Una vez trabajado el primer lado, el pintor pasa
al otro y bandea los extremos; a continuación comienza a
pintar desde el centro hasta la orilla. También se pintan
al mismo tiempo los postes del parabrisas y cristales que van al
techo. Con esto se permite mantener siempre orillas frescas, sin
secar. Una superficie recién pintada siempre se debe ver
en dirección oblicua para que la reflexión de la luz
muestre el grado de secado de la capa. Por lo general la cajuela
se pinta con el mismo sistema, pero a veces, dependiendo del tamaño,
se puede emplear otro método. Para las cajuelas largas se
embanda la ventanilla trasera y a continuación se pinta la
tapa con el mismo sistema que para el techo. Las tapas pequeñas
de portaequipaje se pintan por lo general desde atrás, moviendo
la pistola de lado a lado hasta terminar.
Cuando sea necesario se rellena la botella de la
pistola y siempre se revisa después de llenarla para asegurar
que no goteé o tenga fugas. Cuando se use laca, la distancia
de la pistola se mantiene entre 15 y 20 cm entre punta de la boquilla
y superficie por pintar. Siempre se deben mantener una velocidad,
traslape y distancia constantes para asegurar la aplicación
del grado correcto de secado. La boquilla se debe mantener perpendicular,
o sea en ángulo recto, con la superficie que se pinta.
Los lados del automóvil se deben pintar
con el menor traslape lateral posible; esto quiere decir que el
pintor se debe estirar tanto como le sea cómodo al pintar
los costados de un vehículo. Al hacerlo así se reducen
las probabilidades de que la pintura se corra en el traslape lateral.
También, la pistola se debe mover ligeramente en arco para
"biselar" el traslape en la superficie que se pinta (Figura
19-17).


La mayoría de los pintores inician en la
orilla fresca de la tapa del portaequipajes, o la orilla superior
de la defensa y pintan hacia abajo, y con ello se ayuda a eliminar
la aplicación de demasiada pintura en la zona delantera al
pintor. La pintura se aplica de izquierda a derecha y de regreso,
y se aplica una capa única que quede fresca (con 50% de traslape)
al área que pueda alcanza hasta que quede cubierta por completo.
El pintor pasa a la siguiente zona y repite la misma operación
hasta terminar con todo el costado, vigilando los traslapes laterales
para que no queden ni demasiado frescos. Se debe vigilar la cantidad
de pintura que se aplica para juzgar la velocidad de atomización
que se requiere, y cuando termine, se debe mirar en sentido oblicuo
para, con la reflexión, ver si quedan lugares secos, los
que se deben retocar de inmediato.
| Tabla 19-5 Espesores recomendados de la
capa de acabado |
| Espesor de la capa (mils) |
Tiempo de secado a 70 ºF o 24 ºC |
| 1.5 - 2.5 |
6-8 horas |
| 2.5 - 3.0 |
16 horas |
| 3.0 - 5.0 |
24-48 horas |
| 5.0 - 10.0 |
1 semana |
| 10.0 |
más de una semana |
| Fuente: BASF Inmont, Inc |
Para pintar las salpicaderas el pintor se debe
colocar de tal modo que en un movimiento pueda pintar el arco. Esto
se hace colocando la boquilla de un ángulo ligero para alcanzar
la abertura que rodea a la rueda. Teniendo la pistola ya sea del
lado izquierdo o derecho de la rueda, se jala del gatillo de abertura
a la mitad del recorrido y la pistola se mueve siguiendo el semicírculo
que hace la abertura.
Para pintar los escalones o partes inferiores de
las puertas se inclina ligeramente la pistola hacia un lado y se
jala el gatillo hasta la mitad o por completo, dependiendo de la
destreza del pintor. La aplicación de pintura debe quedar
medio fresca para evitar inundar la zona, y se debe poner atención
a la cantidad de pintura que se le aplica. El resto del vehículo
se termina con este método. La pintura del resto se hace
casi igual a como se hace en las partes inferiores de las puertas.
Los métodos de aplicación de diversos
tipos de pintura con pulverizador o atomizador son bastante semejantes,
pero todos tienen sus diferencias. Los métodos de preparación
son muy semejantes también; los granos de lija difieren algo
(tabla 6-4). Las diluciones son distintas de un producto a otro,
al igual que los solventes empleados y la presión de aire
para pulverizarlos (tabla 19-2).
Cuando un vehículo se pinta en fábrica,
tiene una capa de imprimador de 1.0 a 1.5 mils (milésimas
de pulgada) de espesor, y de 1.5 a 2.5 mils de acabado. En las pinturas
de taller, muchos pintores aplican acabados demasiado gruesos, lo
que puede ocasionar cuarteaduras, secado a través, manchas
de agua, arrugas, bajo lustre y muchos otros defectos que echen
a perder un buen trabajo. Si el vehículo se debe reparar,
aumentará el costo de la reparación por tener que
quitar la capa de pintura por lijado o con removedor. El tiempo
de secado de los esmaltes aumenta mucho cuando aumentan los espesores
de la película (tabla 19-5).
Por lo general ya no es adecuado el programa normal
de horneado de 20 a 30 minutos a 83 ºC para desarrollar resistencia
a manchas de agua y para alcanzar dureza adecuada, cuando la película
de pintura es gruesa. Los solventes que hayan quedado encerrados
en esa capa harán que se reblandezca de nuevo cuando el ambiente
sea cálido, como cuando queden a la luz solar.
Una vez rebasado determinado espesor de película,
aumenta el peligro de que falle la pintura. Si la capa de acabado
es de más de 5 mils por un repintado, se aconseja lijar bien
el vehículo para quitar algo de exceso de espesor, o bien
sacarlo con removedor para que cuando el vehículo se repinte
el espesor total de la pintura no sea mayor que 5 mils.
Los diversos tipos de pintura se diseñan
para tener el espesor adecuado, hasta cierto grado. Esta acumulación
dependerá del equipo de pintura, la velocidad de aplicación,
la temperatura en la caseta, la viscosidad del material y la presión
de pulverización o atomización que se use (véase
tabla 19-6).
| Tabla 19-6
Guía de espesores de capa de pintura |
| |
|
| Laca acrílica |
1/2 - 3/4 mil por dos manos |
| Esmalte alquídico |
3/4 - 1 1/2 mil por dos manos |
| Esmalte de uretano |
1 1/4 - 2 mils por dos manos |
| Esmalte de acrílico |
3/4 -1 1/4 mils por dos manos |
| |
|
Recomendaciones específicas para capas
de acabado, dependiendo del color y del tamaño metálico |
| |
|
| Laca acrílica |
2-3 mils máx. |
| Esmalte alquídico |
3-4 mils máx. |
| Esmalte de uretano |
3-4 mils máx. |
| Esmalte acrílico |
3-4 mils máx. |
| |
|
| Fuente: BASF Inmont, Inc |
* Si se rebasan estos
límites, la laca acrílica se puede agrietar.
Estas medidas comprenden toda la pintura, desde el subestrato
hasta la superficie de la capa de acabado |

Esmaltes automotrices
Siempre se debe colar el esmalte automotriz antes
de usarlo. Se puede colar al verter la pintura en la botella de
la pistola. A continuación se debe adelgazar con el solvente
adecuado, para prepararla de acuerdo a las condiciones del taller
(Figura 19-18). Si la temperatura es menor que 21 ºC, se debe
usar un solvente de evaporación rápida. Si está
entre los 21 a 24.9 ºC se usa uno de evaporación lenta
(véase tabla 19-7).
Tabla 19-7 Guía de control
de colores metálicos |
| |
Para colores claros |
Para colores oscuros |
| Equipo y ajustes de aspersión nts |
|
|
| Boquilla |
Use tamaño pequeño |
Use tamaño mayor |
| Salida de aire |
Use mayor número de agujeros |
Use menor número de agujeros |
| |
|
|
| Fluid adjustment valve |
Reduce volume of material |
Increase volume of material |
| |
flow |
flow |
| Spreader adjustment valve |
Increase fan width |
Decrease fan width |
| Air pressure (at gun) |
Increase air pressure |
Decrease air pressure |
| |
|
|
| Thinner usage |
|
|
| Type of thinner |
Use faster-evaporating thinner |
Use slower-evaporating thinner |
| |
|
|
| Reduction of colo |
Increase volume of thinner |
Decrease volume of thinner |
| Use of retarder |
(Do not use retarder) |
Add proportional amount of retarder to thinner |
| |
|
|
| Spraying techniques |
|
|
| Gun distance |
Increase distance |
Decrease distance |
| Gun speed |
Increase speed |
Decrease speed |
| Flash time between coats |
Allow more flash time |
Allow less flash time |
| |
|
|
| Source: BASF Inmont, Inc. |

Rebaje el esmalte alquídico hasta alcanzar
la viscosidad correcta de aplicación, y aplique una primera
capa con secado regular (medio fresca). Esta capa se aplica con
una presión de 50 a 60 en la pistola (figura 19-19). Si el
color es metálico, se debe aplicar con niebla con una mezcla
rebajada de 1 parte de esmalte y 1 parte de solvente. Esta mezcla
se esparce para obtener el acabado metálico uniforme deseado.
También, después de aplicar en dos o tres lugares
con la segunda capa o mano normal, se pueden terminar las zonas
pintadas anteriormente con una capa ligera sobre ellas, si están
lo suficientemente frescas como para absorber la pintura. Con esto
tiene el pintor un buen control sobre el color, si lo hace en forma
correcta. Si todo el vehículo se debe pintar debe tener cuidado
de no aplicar demasiado la niebla, porque tiene cierta tendencia
a sacar la resina del pigmento y de las escamas metálicas,
que quedarán expuestas a los elementos y harán que
se eche a perder pronto el trabajo de pintura.
El esmalte alquídico se seca en un ambiente
libre de polvo durante 20 a 40 minutos y alcanza una consistencia
seca al tacto en 6 a 8 horas; un secado durante la noche dará
una superficie bastante dura. Si se usa superendurecedor o catalizador,
el esmalte se seca con mucho mayor rapidez y puede estar bastante
duro en 2 a 3 horas; con esto se puede acelerar la producción,
porque la pintura se puede tocar después de aproximadamente
1 hora después de terminada su aplicación. Si la pintura
se seca en forma forzada, se puede tocar por lo general después
de 30 minutos a 1 hora, dependiendo del tamaño del horno.
Se pueden seguir las recomendaciones de la figura 19-20 para determinar
el solvente adecuado a la temperatura.

Nota: Cuando la temperatura sea
mayor que 29.4 ºC y la humedad relativa sea alta, agregue de
43 a 71 gramos de aditivo antiarruga a cada litro del esmalte. A
continuación se rebaja el esmalte con la proporción
normal del solvente adecuado para aplicación de secado al
aire o de aire forzado. Recuerde que nunca se deben usar adelgazadores
con el esmalte. Pueden hacer que la capa sea quebradiza y de bajo
lustre. El esmalte se debe pulir con una cera en pasta después
de 90 días.
Colores metálicos
Un problema grande que conforma el pintor en la
actualidad es el de los colores metálicos. Se sabe bien que
desempeñan un papel importante la técnica de aplicación,
mezclado, dilución, y distancia a la que se mantiene la pistola
de la superficie, cuando se aplican los colores metálicos
de moda. El color metálico tiene gran aceptación porque
es agradable al público consumidor, y mientras haya demanda,
los fabricantes automotrices lo continuarán usando.
No es nuestro propósito decir que esos colores
son delicados o problemáticos. Si un hojalatero se familiariza
con las dificultades y, en ciertos casos, sigue determinadas recomendaciones
sencillas, puede salir avante de muchos de los problemas.
Sugerencia de seguridad: Use siempre
la mascarilla o filtro de polvo adecuados al pintar, lijar o limpiar
con chorro de arena. Esas mascarillas, respiradores o filtros protegen
sus pulmones de los efectos perjudiciales de los solventes, el polvo
y la sílice.
Esmalte alquídico
El color metálico se debe esparcir exactamente
al contrario de como se aplica un color uniforme, esto es, la primera
capa se aplica para que quede medio seca, o lo que sería
una capa que fluye, manteniendo la pistola de 20 a 25 cm de la superficie,
seguida de una o dos capas medias con la pistola a 30 - 36 cm de
la superficie. La razón de la mayor distancia es para eliminar
estrías y sombras entre pasadas.
Algunos colores metálicos son muy transparentes,
y con frecuencia dan problemas al pintor. Los colores transparentes
tienen malas propiedades de ocultamiento . Si se va a cambiar de
color con uno de esos colores transparentes, la carrocería
debe tener el mismo color. Esto se puede hacer dando una aplicación
de imprimador que cubra por completo al vehículo y teniendo
cuidado de no llegar a la lámina durante las operaciones
de lijado para que se tenga el mismo color. Otro método es
usar un sellador pigmentado sin lijado y cubrir con el la carrocería
por completo, o bien, se puede dar una capa de base de color uniforme
para esconder las capas anteriores de pintura.
Se debe tener cuidado de limpiar el vehículo
con trapo con aditivo ligante para mantenerlo limpio. Los imprimadores-selladores
se deben volver a cubrir dentro de determinado tiempo para alcanzar
la máxima adherencia de la capa de pintura. Cuando se usa
el mismo color y hay zonas de imprimador, se aplica una primera
capa pero no tan gruesa como para que forme escurrimientos. A continuación,
las manchas del imprimador que se puedan detectar se pulverizan
con una capa bastante seca. Se trabaja en un lugar aplicando capas
sucesivas y pasando de un lugar a otro entre ellas, para permitir
que se vapore el solvente. Se sigue este procedimiento hasta que
las manchas queden bien ocultas. A continuación se aplica
la segunda capa a la distancia normal. o se trabajan tres lugares
uno detrás del otro. Por lo general, la pintura ha curado
lo suficiente como para que se pueden trabajar en esos lugares con
objeto de eliminar las variaciones del tinte metálico. Se
mantiene la pistola de 30 a 36 cm de la superficie. El pintado se
lleva a cabo así hasta terminarlo. El hojalatero debe revisar
la uniformidad de las escamas metálicas en la capa total
de pintura.
A veces el último lugar que se pinta se
ve distinto de los demás, Para remediarlo a veces es necesario
abrir a medias la puerta delantera y repintar la puerta con una
capa. Con ello se evita que un exceso de pintura vaya a un lugar
adyacente que este demasiado seco para absorber la última
capa. Por lo general este procedimiento resulta bastante satisfactorio
y se obtiene una distribución metálica uniforme.
Esmalte acrílico
El esmalte acrílico se usa hoy mucho más
que nunca en el campo de reparación automotriz. Durante los
últimos años se ha mejorado tanto el esmalte mismo
con algunos de los productos que se usan con el. La figura 19-21
muestra algunos de los productos que se emplean para repintar un
vehículo.

Los pasos preliminares para preparar el automóvil
son los mismo que para otros esmaltes, pero algunos fabricantes
piden empleo de lija fina. Después de haber limpiado la carrocería
y que este lista para recibir la pintura acrílica, se debe
tener cuidado de seguir los métodos y recomendaciones de
la etiqueta de la lata. Algunos fabricantes insisten en el empleo
de sellador en todos los casos, esto es, sobre todas las capas de
pintura, excepto las de esmalte. En una buena superficie esmaltada
no es absolutamente necesario, pero para asegurar una buena adherencia
entre las capas de pintura, se recomienda mucho usar sellador siempre.
Primero se revuelve completamente la pintura y
a continuación se vierte en ella el catalizador adecuado
de acuerdo con las recomendaciones del fabricante, relativas a la
cantidad necesaria por litro. A continuación se rebaja la
pintura también siguiendo las instrucciones, con el solvente
adecuado para la temperatura. No se deben mezclar los productos
de distintas compañías porque puede ser que uno tenga
mala reacción con el otro.
Luego se vierte el material rebajado a través
de un colador en la botella de la pistola para asegurar que no haya
polvo en la pintura. Se debe emplear la presión correcta
(tabla 19-3) de aire, la cual varía de un fabricante a otro.
Algunos esmaltes acrílicos se aplican con un sistema de dos
capas y otros con tres. Para los productos de la figura 19-21 se
necesitan tres capas. La primera que queda medio fresca sobre la
superficie con imprimador o sellador, se deja secar durante 20 minutos.
A esta capa siguen otras dos medio frescas. Para los esmaltes metálicos,
se debe aplicar, de ser necesario, una capa final de niebla para
eliminar el bandeado o moteado, o para aclarar el color. Esta capa
final de nebulización se aplica con el mismo material que
se uso antes. No se necesita solvente adicional. Se debe aplicar
de inmediato después de la última capa para evitar
un efecto como de vaho o de picaduras, y la pérdida de lustre.
Una vez agregado el catalizador al esmalte acrílico,
la mezcla se debe usar tan pronto como sea posible, en menos de
3 horas bajo las condiciones normales de un taller. Se puede aumentar
el tiempo de curado si se diluye la pintura de inmediato después
de haber agregado y mezclado el catalizador. La vida en la botella
disminuye a medida que aumentan temperatura y humedad y también
varía según el color. Si comenzara a aumentar la viscosidad,
se puede agregar más solvente, según sea necesario.
La mayor parte de los esmaltes acrílicos
se pueden hornear una vez agregado el catalizador, sin agregar ya
más aditivos. Se hornean por lo general a una temperatura
máxima de 83 ºC durante no más de 20 minutos.
Se deben dejar evaporar los solventes durante 15 minutos antes de
iniciar el horneado. Un horneado de 20 minutos a 83 ºC equivale
aproximadamente a 24 o 48 horas de secado al aire.
La mayor parte de los esmaltes acrílicos
secan hasta el punto de quedar inmunes al polvo en 30 minutos bajo
condiciones normales, y de poderse tocar en 2 horas. En la mayor
parte de los casos, el vehículo pintado se puede mover a
las 2 horas y secarase a las 4 horas, si el tiempo lo permite. Si
el tiempo no es bueno, se debe dejar la unidad dentro de la caseta
durante la noche.
Cuando se necesita pintar a dos coches, se puede
encintar el vehículo a las 5 o 7 horas. La mayor parte de
los esmaltes acrílicos se pueden repintar después
de 5 a 7 horas si están bajo condiciones normales de secado.
Inmediatamente después de haber aplicado el color final se
debe quitar la cinta de enmascarar (masking tape) para evitar que
deje marcas. Se debe evitar todo contacto posible de la cintar con
las superficies frescas.
Se deben limpiar de inmediato la pistola y el equipo
de pintura, de preferencia con un adelgazador de lacas. Toda la
pintura catalizada que haya sobrado se debe desechar, porque se
endurecerá y no se podrá usar.
Los esmaltes acrílicos y alquídicos
no se prestan con facilidad para retocar manchas, excepto en trabajos
recientes de pintura. Si el esmalte acrílico se ha secado
durante la noche, se puede retocar con laca o esmalte acrílicos.
Si hay zonas secas en la pintura, se pueden retocar después
de 24 horas; se debe comprobar primero en una zona pequeña,
con un pulidor de grano fino. Si hay ojos de pescado se debe usar
el eliminador adecuado. Cuando se pinta con un producto con catalizador,
endurecedor o acelerador, se debe emplear un equipo adecuado de
respiración, y el trabajo se debe hacer en una caseta bien
ventilada.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Esmalte de poliuretano
Los esmaltes alquídicos se han empleado
en flotillas durante muchos años, pero ahora lo que usan
los flotillas es el poliuretano. Es de menor tiempo de secado y
facilita la reparación, da mejor lustre inicial, resiste
la decoloración, sustancias químicas, gasolina y solventes,
tiene una superficie más dura, se lava mejor, y como tiende
a desprenderse con facilidad del polvo, se necesitan menos lavados.
El metal se prepara con los métodos adecuados.
Por lo general se aplica primero un imprimador vinílico,
a un espesor que quede transparente. No es necesario un ocultamiento
completo. A este imprimador se le deja secar de 20 a 30 minutos
a temperatura ambiente antes de recubrirlo con el epóxico
especial. Si se deja secar el imprimador vinílico de lavado
más de 1 hora, será necesario recubrirlo con más
de tipo vinílico.
El imprimador epóxico necesita un activador,
que se mezcla en las proporciones necesarias y se deja reposar durante
el tiempo suficiente antes de usarlo. Esta mezcla se adelgaza con
el thinner adecuado en las proporciones recomendadas. La vida en
un recipiente en un recipiente de un imprimador epóxico es
por lo general hasta de 3 días a temperatura ambiente. No
se debe almacenar a menos de 10 ºC.
El imprimador se aplica en una o dos capas completas
para lograr un espesor seco adecuado. Se deja secar de 2 a 4 horas.
Para obtener la mejor apariencia del acabado, se lija. Si se deja
secar más de 24 horas, se debe lijar antes del acabado.
La figura 19-22 muestra los materiales que se emplean
para este tipo de trabajos de pintura. Imron necesita un activador
que se mezcla como sigue: una parte de activador por tres partes
de pintura. Si se desea, se puede agregar un activador de tiempo
de secado a la mezcla en una proporción de 140 mililitros
por 4 litros, aproximadamente, para alcanzar un secado más
rápido y un menor tiempo de enmascaramiento.

Siempre se recomienda ese activador, y en especial
cuando se usan las pinturas metálicas Imron 500S clara o
negra. Por lo general no se necesita más adelgazamiento,
pero, si es necesario, el material se puede rebajar con el solvente
adecuado en una proporción de 140 ml por 4 litros. Con ello
se aumentará la fluidez, nivelación y lustre, en especial
en la áreas grandes. La vida aproximadamente en recipiente
es 8 horas a temperatura ambiente normal.
Los colores sólidos se aplican con 50 psi
de presión en la pistola. Primero se atomiza para obtener
una capa medio fresca, que se deja secar al tacto. A esto sigue
una segunda capa completa. Con colores metálicos se pone
la pistola a 65 psi y se aplica una capa ligera a media como capa
de liga. Se deja fraguar durante 20 minutos y a continuación
se aplica una segunda capa ligera a medida. A continuación
se adelgaza 15% la pintura con el solvente adecuado y se aplica
una capa ligera a media. Si se desea. se puede aplicar otra capa
de ligera a media de la pintura rebajada.
Los colores metálicos Imron se deben recubrir
con el material adecuado Imron transparente después de haber
dejado secar durante la noche (de 12 a 18 horas), pero la capa de
acabado metálico no se debe lijar antes de aplicar el material
transparente.
Todos los materiales son muy tóxicos. Por
lo tanto, el pintor siempre debe usar el equipo correcto de respiración,
y la pintura siempre se debe llevar a cabo en casetas bien ventiladas.
El tiempo de secado para dos colores a 20 ºC
con acelerador es aproximadamente de 2 a 4 horas, y sin acelerador,
de 6 a 10 horas. Esta pintura puede tener secado forzado sin aditivos
a una temperatura hasta de 121 ºC. Si hay ojos de pescado solo
se debe usar eliminador hecho especialmente para este producto.
Las instrucciones para los productos Imron se aplican
hasta cierto punto a los de otros fabricantes, ya que la dilución
y la aplicación con semejantes; en cuanto a la presión
de aire, consulte la tabla 19-2 Para tener más información
consulte la etiqueta en la lata; aparecen en ella la aplicación,
dilución y presión de aire necesarias.
Tan pronto se termine de pintar, se debe limpiar
el equipo con adelgazador de laca. Toda la pintura con acelerador
que no se haya usado se debe desechar en forma adecuada, porque
se endurecerá y no servirá.
Laca acrílica
Las lacas acrílicas dan un acabado superior
en comparación con las de nitrocelulosa, porque presentar
las ventajas de las lacas y las cualidades propias de las resinas
acrílicas. La laca acrílica seca por evaporación
y requiere de dilución y pulido para desarrollar lustre.
Las características más sobresalientes
de la laca acrílica son su mayor retención de lustre
y su resistencia excepcionalmente buena a la degradación
de color por exposición. El principal motivo por el cual
se usan las lacas acrílicas es que pueden tolerar mayores
cantidades de aluminio en su formulación, y con ello se obtiene
una amplia selección de colores.
Los pasos básicos de la preparación
son iguales a los de otras pinturas, pero se usa una lija de grano
más fino y a veces se debe usar un sellador. Se debe agitar
muy bien una lata nueva de laca acrílica, y a continuación
se debe rebajar con adelgazador en las cantidades recomendadas.
La mayoría de los fabricantes recomiendan una dilución
de 100 a 150% para estas lacas. La dilución del producto
puede afectar mucho al color final; mientras menos adelgazador se
use más oscuro quedará el color, y viceversa (véase
tabla 19-7). Siempre se debe igualar el color anterior del vehículo
tanto como sea posible al hacer retoques en partes pintadas.
La temperatura y la humedad no solo afectan la
velocidad de evaporación, sino también la selección
del adelgazador. En días cálidos y húmedos,
o cuando se hornea, se agrega un retardador a la mezcla para evitar
el opacamiento de la capa y laca y para aumentar el lustre (Figura
19-23)

La laca se cuela al pasarla a la botella de la
pistola, y esta no debe tener muchos agujeros en la boquilla del
aire. Se usa una presión de 45 psi. Por lo general se aplican
una o dos capas primero, se da tiempo a que se evaporen los solventes
antes de aplicar más laca. Este método permite que
las dos primeras capas sellen la superficie, lo cual ayuda a evitar
el hinchamiento de las rayaduras de lija. Nunca se debe llevar a
cabo la aspersión sin dejar reposar el tiempo suficiente
para que se evaporen los solventes. A continuación se pueden
aplicar las capas siguientes dejando que cada una se evapore antes
de aplicar la siguiente. Tan solo se requieren las capas suficientes
para alcanzar el ocultamiento y el nivel correcto se lustre, porque
si el espesor es demasiado, hace que la capa de pintura se estrelle
o se rompa.
Para los colores metálicos se aplica una
nebulización final que consiste en una parte de laca por
9 partes de adelgazador y la forma de aspersión se ajusta
para alcanzar el efecto metálico que se desee. La laca secará
al tacto en unos 15 minutos a 2-27 ºC y endurecerá por
completo en 75 minutos. Si se hornea a 82 ºC, endurecerá
de 30 minutos a una hora.
Cuando se aplique una laca transparente, se rebaja
de acuerdo con las recomendaciones del fabricante y en caso general
se aplican dos capas. Se debe tener cuidado de tranlapar en forma
correcta, porque es el traslape el que da el lustre y el aspecto
profundo que se desean en la pintura.
Sugerencia de seguridad: Al aplicar la laca use
siempre un respirador del tipo adecuado para los materiales que
emplee, en especial cuando se usen isocianatos.
Unidad 19-3
CAPA BASE Y CAPA TRANSPARENTE DE ESMALTE Y LACA
ACRÍLICOS
Esmalte acrílico
En fechas recientes los fabricantes han introducido
lo que se llama pintura de capa base y transparente en sus vehículos.
Este sistema contiene escamas de mica o aluminio, o de perla, lo
que se llama capa aperlada. Algunos fabricantes de pinturas tienen
estos materiales en forma de esmalte o de laca acrílicos.
Describiremos la aplicación del sistema de capa de base o
transparente de esmalte acrílico (Figura 19-24). La capa
de base no se debe aplicar a espesores mayores de 2 mils. La presión
de aire debe estar entre 50 y 60 psi en la pistola.
La preparación del vehículo o la
parte es igual o casi igual que para aplicar el recubrimiento final
de esmalte acrílico. Para ver si el vehículo tiene
este sistema, todo lo que se necesita es lijar una pequeña
parte. Si el vehículo tenía una capa transparente
cuando se lija en húmedo, se notará un residuo blanquizco
en la capa de agua. Cuando se lija en seco, aparece un polvo blanquizco
donde se haga la prueba.
La superficie se debe lijar por completo, atacar
el metal, aplicar imprimador, sellador y limpiar lo necesario. El
tipo de pintura por emplear afectará ligeramente algunos
de esos métodos. Por ejemplo, las proporciones de reducción
varían mucho de un fabricante a otro, y por lo tanto se deben
seguir con cuidado las instrucciones de la etiqueta.
La pintura se aplica en dos o tres capas delgadas
de color, las superficies para el ocultamiento y uniformidad de
color. Entre capas se debe dejar un tiempo para evaporación
de 20 minutos; la capa base no quedará lustrosa. Después
de un tiempo de secado de 2 horas, se cubre con uretano acrílico
transparente con catalizador agregado de acuerdo con las recomendaciones
del fabricante. Para aumentar el corrimiento se puede agregar un
retardador. La vida en el recipiente es de unas 6 horas. El espesor
máximo de película no debe ser mayor de 1.5 a 2 mils.
Se debe evitar lijar la capa base; pero si es necesario
debido al polvo, se vuelve a aplicar donde se lijó. Las capas
controladas delgadas, con mezclado, son las que dan mejor resultado.
Si salieran imperfecciones en la capa base después de aplicar
la primera capa transparente, se puede lijar si está seca,
lo cual tarda unas 3 horas. Con calor, el área afectada se
puede lijar en 1 hora después de recubrirla. Si hay problemas
de polvo en la segunda capa transparente, se multiplican estos tiempos
por 2.
El lijado y pulido de color se pueden llevar a
cabo al día siguiente. Use lija de grano 1200, ultrafino,
si se necesita. Para pulir se necesaria un codín limpio;
pula a unas 1800 RPM con un compuesto líquido de trabajo
mediano a pesado seguido por una abrillantador (polish).
Sistema Du Pont
La figura 19-25 muestra el método que se
debe usar para reparar un acabado original con Du Pont Centari Base
Coat. Este producto se mezcla en una proporción de 8:1:16.
La figura 19-26 muestra una tabla de mezclado, que indica que se
activa 1 litro de capa base con una tapa de activador 782S; a esta
mezcla se agregan 2 litros de base 826OS y en caso que haya ojos
de pescado, 1 onza de aditivo 259S a 1 galón de centari mezclado.
La capa base se aplica con 30 a 40 psi de presión de aire.
Se deja evaporar de 5 a 10 minutos y se aplica una segunda capa
completa. Se puede necesitar una capa muy rápida, cruzada,
para emparejar el efecto metálico. Si es necesario, esta
capa cruzada se debe hacer de inmediato después de la segunda;
también se podrá necesitar elevar un poco la presión
de aire para emparejar el efecto del color.

Guía de mezcla de capa
base Centari |
| 8 Partes de capa base de color con: |
| 1 parte de 782 S y |
| 16 partes de base |
|
O bien |
1 litro con |
| |
110 ml (1 tapa) con |
| |
2 litros, o bien |
| |
2 litros con |
| |
220 ml (2 tapas) con |
| |
4 litros |
| Figura 19-26 Tabla de mezclado
cortesía Du Pont |
Al hacer reparaciones de lugares que no tenga moldura
o recorte, la zona de desvanecimiento se debe lijar con una lija
de grano No. 320 o más fina. La primera capa total de capa
base fresca se aplica un poco más allá del desvanecimiento,
pasando a la zona adyacente. A ésta debe seguir de inmediato
una capa cruzada rápida para fijar el efecto metálico,
que nuevamente se debe desvanecer en el área adyacente. Se
deben evitar las capas gruesas para no tener demasiada textura y
mala apariencia bajo la capa transparente. La capa base se deja
secar de 15 a 30 minutos antes de aplicar la capa transparente.
A continuación el recubrimiento transparente
se mezcla como sigue: 1 tapa de activador 782S se agrega a 1 litro
de 780S transparente, mezclando;si hay ojos de pescado, use 259S
tal como se indica. A continuación, con 40 psi en la pistola,
se esparce una capa medio seca del producto transparente sobre la
zona reparada. Se deja secar 15 minutos y se aplica a continuación
una segunda capa medio seca. En las reparaciones de zonas grandes,
donde ho hay línea divisoria o sección de límite,
el transparente se aplica dando tiempo adecuado de secado, pero
cada mano se desvanece más lejos respecto al área
de base. A continuación se coloca Centari Blender 1700S en
una botella vacía y se esparce sobre la zona de desvanecimiento,
lo necesario, con una presión de 15 a 20 psi (100 a 135 kPa)
en la pistola.
Para reparaciones generales se agita por completo
la cantidad adecuada de capa base; a continuación, agitando,
se le agrega la cantidad adecuada de activador 782S. Después
se agrega la base adecuada, 826OS, cuando las temperaturas son de
10 a 21 ºC. Cuando las temperaturas sean a 21 ºC, se usa
base 828OS y se mezcla según las indicaciones. Si es necesario
se agrega el eliminador de ojos de pescado 259S, en la cantidad
necesaria; no use eliminador de ojos de pescado para esmalte alquídico.
La aspersión se hace con una presión de aire de 50
a 55 psi en la pistola; se aplica para alcanzar ocultamiento con
dos capas completas frescas. Si es necesario, a la segunda capa
sigue una última rápida cruzada para fijar el efecto
metálico. El acabado transparente se activa y se atomiza
con las mismas instrucciones que para reparación de manchas
y de zonas amplias. A continuación se debe limpiar de inmediato
todo el equipo.
Para igualar el acabado original, siempre se deben
usar los sistemas capa base y capa transparente; sin embargo, algunos
hojalateros, cuando llevan a cabo un trabajo de acabado general,
desean usar un esmalte acrílico de una etapa que se formula
para dar la mejor igualación posible con el color de la capa
base. Este esmalte acrílico solo iguala el color, y solo
se debe usar en reparaciones generales. Pero para dar más
protección contra sustancias químicas corrosivas,
desportillamiento y lluvia ácida, y para aumentar el lustre,
el esmalte acrílico se recubre con un transparente de uretano,
como el 780S. Sin embargo, asegúrese que se use el catalizador
adecuado para el producto acrílico (Fig 19-27), que se debe
dejar secar de 1 a 4 horas dependiendo de las condiciones del taller,
antes de aplicar el transparente. Se puede necesitar pulir la superficie
con papel lija ultrafino antes de aplicar la capa transparente,
si hay bolas de tierra en la capa de pintura; el lustrado solo se
debe hacer después de una noche de secado, para asegurar
que la capa de pintura esta lo suficientemente dura para desarrollar
lustre.

Sugerencia de seguridad: Todas
las pinturas y solventes se deben almacenar en sitios apropiados
o en cuartos que tengan iluminación a prueba de explosión
y ventilación adecuada.
La capa superior del vehículo debe estar
limpia antes de aplicar el transparente de uretano, que se debe
activar con el catalizador siguiendo las instrucciones del fabricante.
No mezcle más de 1 litro de material, o más de lo
que puede usar en una hora. Si se necesita más fluidez cuando
se terminan grandes superficies, o a temperaturas de 24 ºC,
se pueden agregar 5 onzas de reductor de flujo o espesador si lo
recomienda el fabricante.
Se deben aplicar dos capas medio secas a 50 - 55
psi en la pistola cuando la temperatura es de 18 a 21 ºC. Si
es necesario se puede dar una tercera capa, media, dejando un tiempo
de secado de entre 5 y 10 minutos entre capas bajo condiciones normales.
Este tiempo puede aumentar si el clima es más frío.
Deben evitarse capas gruesas de esmalte acrílico
porque pueden afectar el secado total y la apariencia de la capa
de pintura. El acabado se debe dejar fraguar antes de sacar el vehículo
de la caseta. Para obtener una mejor capa, el acabado se debe dejar
secar al aire durante la noche, bajo techo o en interior u hornearlo
de 20 a 30 minutos entre 60 a 70 ºC. Se debe quitar la cinta
de enmascarar (masking tape) tan pronto como seque al tacto después
de hornear, para evitar que la pintura se separe de las orillas.
Si se tiene que reparar el acabado, deje que pasen
24 horas de tiempo de secado. Para evitar desprendimientos, aplique
con cuidado el imprimador, el color y la capa transparente, empleando
solventes más rápidos y capas ligeras y secas. Se
deben seguir todas las etapas necesarias para limpiar y preparar
la zona, y se deben emplear los materiales adecuados.
Capa base y capa transparente de laca acrílica
Con los cambios en la tecnología, los acabados
originales son fascinantes y mucho más durables que nunca,
por la introducción del sistema de laca base y capa transparente.
Los fabricantes de pinturas han introducido materiales similares
que pueden emplearse en los talleres de hojalatería y pintura
(Figura 19-28).

En el sistema de lacas acrílicas, se usa
un color acrílico concentrado con adelgazadores especiales
y uretanos transparentes con activador y reductor de flujo. No es
difícil trabajar esos materiales siempre que se sigan las
instrucciones.
La preparación del área es igual
que para la laca, excepto que el lijado final se debe hacer con
la lija No. 600 (P1200) o más fina. Para los acabados más
recientes y esmalte acrílico acuoso, se debe usar una capa
intermedia de adhesivo sobre el esmalte original en la sección
completa, o en una zona de mezcla si la parte se va a desvanecer.
La parte o la zona de la carrocería se prepara y se enmascara
según se necesite. La figura 19-29 muestra que se enmascaró
la parte hasta una moldura sobre la que se uso cinta de enmascarar
en la orilla, y la mitad de ella se volteó hacia arriba para
crear turbulencia en la corriente de aire. Al hacerlo así,
solo hubo que pintar parte del cofre.

El sellador se usa en los acabados anteriores,
pero nunca se debe usar con el 222S.
La aplicación del transparente viscoso debe
ser entre 17 y 19 segundos en la misma taza. La vida de la mezcla
en la botella varía entre 2 y 4 horas, dependiendo de la
temperatura de trabajo en el taller. Se debe emplear antes de 1
hora de haberlo mezclado, y siempre se debe colar antes de aplicarlo.
El transparente se debe aplicar con dos capas medio
frescas (o medio secas) a 55 - 60 psi en la pistola, y se puede
terminar con una tercera medio fresca, si se necesita. Se debe dejar
pasar un tiempo de secado de 5 a 10 minutos entre capas bajo condiciones
normales; en un taller frío se aumenta el tiempo de secado.
Para asegurar un curado adecuado, la temperatura
de la zona reparada debe ser cuando menos de 18 a 21 ºC. El
acabado se debe dejar secar antes de sacar el vehículo de
la caseta. La cinta de enmascarar se quita tan pronto como el transparente
ha secado al tacto, o después de hornear, para evitar que
la pintura se levante de las orillas. Se debe dejar secar al aire
durante la noche, en interiores o bajo techo, u hornear de 20 a
30 minutos a 60-71 ºC.
Cuando la cinta de vuelta en ángulo recto
sobre una moldura o bode del cofre, la orilla del transparente es
tan diminuta que se pule para hacerla desaparecer. La figura 19-32
muestra un procedimiento paso a paso para reparar un recubrimiento
base y transparente después de haberlo secado durante 24
horas.

Se debe recordar que, después de haber reparado
el área, se debe lavar con solvente y a continuación
limpiar con un trapo con ligante. Si se debe aplicar el transparente
al área más allá de la zona reparada, se debe
lustrar y después lavar con solvente.
Para preparar el transparente, agregue 2 partes
de adelgazador para capa base a 1 parte de transparente activado,
con la presión del aire ajustada entre 35 y 40 psi en la
pistola. Desvanecerla en el área preparada con capas delgadas
y ligeras. No se debe aplicar adelgazador solo en el área
de desvanecimiento, que se debe dejar secar durante la noche antes
de lustrarla con mucho cuidado para evitar penetrar el transparente.
En el caso de dos colores, primero aplique todos
los colores; a continuación haga doble mascarilla al área
necesaria para evitar la penetración de los solventes hacia
el acabado. Entonces se desenmascara la zona y se limpian los colores
con ligante, y se aplica la capa transparente sobre las zonas separadas.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Unidad 19-7 Reparación
parcial usando laca acrílica, esmalte y uretanos
Se puede hacer una reparación con laca acrílica
siempre que se sigan los métodos correctos. Se puede hacer
en determinadas áreas, pero no se debe intentar en superficies
grandes y planas. Use las orillas de la carrocería, cambios
de perfil o molduras, siempre que sea posible, para enmascarar y
proteger el resto del vehículo contra la aspersión.
Cuando no haya discontinuidad natural, se debe enmascarar bastante
más allá de la zona por reparar para permitir espacio
suficiente para la transición de color y desvanecimiento.
El área se debe lijar en húmero para quitar todo el
lustre; inicie empleando papel lija No. 320 y haga el lijado final
con papel No. 400 o más fino. No lije más allá
del área donde vaya a aplicar el cubriente superior. Si durante
el lijado se llega al fondo de la pintura, desvanezca bien las áreas
de metal expuestas.
Si queda expuesta la superficie metálica,
trátela con acondicionador de metales, como en el caso normal;
a continuación inicie con un imprimador tipo laca o uno aprobado
(Figura 19-33). Se debe aplicar una capa medio fresca con una boquilla
de aspersión media y de 15 a 20 psi. El trabajo se debe hacer
partiendo del centro del área reparada hacia los lados (Figura
19-34), acumulando las capas suficientes para que el área
baja se empareje con la superficie pintada, si es necesario. Deje
secar el imprimador el tiempo necesario y a continuación
líjelo con papel No. 400. A continuación, aplique
un compuesto pulidor fino reducido a una consistencia cremosa con
agua (Figura 19-35). Para pulir el área que rodea la zona
reparada se debe usar un trapo suave o un colín humedecido
con agua, para quitar el exceso del imprimador y preparar una orilla
de desvanecimiento.
También se aconseja preparar la parte delantera
del cuarto de tablero y la parte trasera de la puerta delantera
con el pulidor y limpiarlas con solventes antes de enmascararlas.
Así, si la pintura no iguala perfectamente, se puede desvanecer
a esas áreas para extender la diferencia de colores. Se emplea
este método cuando el color no tiene igualación exacta
y se debe desvanecer. La superficie pulida se debe limpiar con un
removedor de cera de silicona con trapos limpios, y el área
se debe limpiar con un trapo con ligante (Figura 19-36).


A continuación se aplica la laca acrílica
con 20 - 30 psi en la pistola. Con cono medio, se aplican tres capas,
cada una un poco más fresca que la anterior (Figura 19-37).
Cada capa debe tener cuando menos 5 minutos de secado, y después
de la tercera se debe dejar pasar un tiempo de evaporación
de 10 a 15 minutos. Después se aplican dos capas dobles más
frescas, cada una prolongándose bastante más allá
de la tercera. A veces es conveniente limpiar con ligante la zona
de desvanecimiento entre las capas para quitar el exceso de aspersión
seca (Figura 19-38) Con ello se ayuda a mantener más limpia
el área de desvanecimiento.

Después de haberse evaporado la capa final,
se aplican dos capas medias de transparente alrededor de la zona
de desvanecimiento a una presión de 15 a 20 psi en la pistola,
y siguen dos capas sobre la zona completa de reparación (Fig.
19-39)
Sugerencia de seguridad: Siempre
que sea posible se deben usar solventes de pintura de alta velocidad
de evaporación
Al hacer una reparación local en una laca
acrílica vieja, se debe usar un solvente de secado muy rápido
para evitar el hinchamiento de rayones en la aplicación de
las primeras dos o tres manos. La rapidez de evaporación,
o tiempo de secado debe de ser de 20 a 25 segundos; al tener esa
velocidad, el adelgazador penetra muy poco en la pintura vieja.
Con ello se hace que las capas de laca funcionen como sellador.
A continuación, en las dos últimas capas se usa una
mezcla con adelgazador de secado más lento y retardador para
alcanzar mayor lustre al terminar la pintura. Los fabricantes de
pintura suministran un adelgazador que cuando se pulveriza en las
dos últimas capas da un buen lustre, pero no se debe usar
en las primeras capas porque su penetración es grande y el
tiempo de evaporación demasiado largo.
En la figura 19-40 se ve un ejemplo de la técnica
correcta. como la zona de reparación estaba en la parte de
atrás de la puerta, se quito la cinta de enmascarar parcialmente
del cuarto de tablero para comparar la igualación de color.
Hubo una ligera diferencia; por tanto, se aumentó la zona
de igualación hacia el área del cuarto de tablero
inferior. Con ello se eliminó la diferencia de color entre
las mitades de la puerta y se extendió la mezcla de colores
de tal manera que se eliminó la diferencia de tonos.
Después de haber secado la puerta unas 4
horas, se debe pulir con un compuesto para sacar lustre. Esto se
hace a mano o a máquina, pero cuando se pule una zona con
puntas agudas siempre hay el peligro de cortar la capa de pintura.
Esto se evita con un tramo de cinta (Figura 19-41) sobre la línea
decorativa, y esta zona se puede pulir después de haber terminado
el tablero.

Se han desarrollado otros métodos para reparar
laca acrílica. Cuando se hace en forma correcta, dan excelentes
igualaciones de color. Esos métodos se llaman el modificado
convencional y el de control de color metálico. El modificado
convencional se usa para reparación de partes de superficies
amplias (o paneles), y el método de control metálico
para reparaciones locales.
Las etapas de preparación son las mismas
que para los otros métodos, pero se usa solvente de desvanecimiento
con un trapo para emparejar el área discontinua. El trabajo
se lleva a cabo del centro hacia las orillas lijando con papel No.
400. Se preparan para eliminar rayaduras y a continuación
se lavan con un trapo empapado con algo de agua y removedor de pulimento
de silicona. Los siguientes pasos son iguales que para la laca acrílica,
hasta que llega la etapa de la capa de color.
El método convencional modificado necesita
el empleo de dos pistolas. Una continúe el color de laca
acrílica, que se formula con la laca, el adelgazador y 5%
de retardador. La segunda pistola tiene la misma mezcla de adelgazador,
pero solo 5% de color. El objeto de agregar el 5% de color es para
permitir uniformidad de mojado de la superficie y para evitar las
gotas de adelgazador. Una boquilla de aire de pocos agujeros es
la que se debe usar en ambas pistolas, para que el material que
sobre no se pulverice.
Para ayudar a evitar rayones de arena, se aplica
una capa seca y polvosa de color con la primera pistola sobre las
orillas del imprimador. Esa capa polvosa se obtiene cerrando por
completo la válvula de fluido y abriéndola un cuarto
de vuelta. La válvula de distribución se debe abrir
para tener el cono más amplio posible en relación
con el tamaño de la zona de reparación. Se necesita
una limpieza completa de esta capa con un trapo con ligante antes
de seguir adelante. Para las zonas grandes con imprimador se aconseja
aplicar una capa normal de color primero, seguida de inmediato de
una capa de niebla de la segunda pistola, la cual se deja evaporar
antes de pasar a la siguiente etapa.
Se aplica una capa medio fresca de la primera pistola
y se sigue con una de color de la otra. Se notará que mientras
más fresca quede la capa de color, se obtendrá un
tono más oscuro. A continuación se atomiza esa capa
con otra de niebla medio fresca; se repiten los dos pasos hasta
que el color iguale al del automóvil. La última capa
de niebla necesitara probablemente una cruzada para permitir un
desvanecimiento completo con el acabado de fábrica. A continuación
se deja secar al aire durante la noche o en corriente de aire en
30 minutos; después se hornea una hora a 82 ºC y se
deja enfriar antes de pulir.
Comúnmente se usa control de color metálico
para reparaciones menores y defectos de pintura, como moteado, bandas
y color distinto. si el defecto real alcanza hasta el metal, se
siguen los mismos pasos de reparación que para el otro método.
De nuevo se necesitan dos pistolas; la primera
tiene el color y la segunda el recubrimiento nebulizado. El adelgazador
que se usa por lo general es distinto del que se utilizó
antes. Es un aspecto muy importante del método de control
de color metálico. Es necesario un adelgazador que se evapore
en unos 60 a 70 segundos al aplicarse con las condiciones que se
describen a continuación.
Se tiene una zona con imprimador especialmente
preparada: se da una doble pasada de adelgazador en la parte a una
presión de atomización de 35 a 40 psi. Se usa abertura
normal del cono. No debe estar trabajando el ventilador de la caseta
al hacer esta reparación. Se mide el tiempo de evaporización,
y se ajusta la mezcla lo necesario de acuerdo a como se describe
abajo. Se debe usar para esta aplicación el adelgazador que
se recomienda normalmente para laca acrílica. Si las condiciones
de temperatura y húmedas son tales que se necesita un ajuste
del tiempo de evaporación, se puede usar hasta 10% de retardador
para prolongar el tiempo y se puede usar hasta un 50% de un adelgazador
de secado más rápido, para acelerar el tiempo de evaporación.
Esta mezcla se usa tanto en la pistola de recubrimiento de color
como en la de capa de nebulización.
Con esta última, se aplica una capa medio
fresca de niebla al área de reparación, y también
al área que la rodea. A esta capa sigue de inmediato una
seca y polvosa de color con la otra pistola. Esa capa polvosa se
obtiene cerrando la válvula de líquido y abriéndola
un cuarto de vuelta. La válvula del cono debe abrirse para
obtener el ángulo más abierto que sea posible, en
relación con el tamaño del área reparada. Se
dan dos o tres pasadas secas con la pistola, seguidas de inmediato
de una limpieza cuidadosa con trapo de ligante, de la superficie,
para quitar el exceso de aspersión suelta. A esta pasada
sigue otra con una capa media de la pistola de niebla, y a continuación
una capa seca polvosa de color y otra limpieza con trapo. Este paso
se repite hasta obtener una buena igualación de color. La
capa final siempre es de niebla.
El método de control de color metálico
da una reducción de 50% en el tiempo de secado al aire en
comparación con los métodos convencionales de reparación.
Con lámparas, el tiempo de secado forzado es de unos 10 minutos.
Después de haberse enfriado la superficie si se usaron lámparas,
puede necesitarse un pulido final. Use un compuesto abrasivo fino
y a continuación un pulido para obtener un acabado comparable
con el original. Se debe tener cuidado de pulimentar, para que no
se penetre a través de la pintura.
Reparación local con esmalte acrílico
El vehículo de la figura 19-42 se enmascaró
para pintar la puerta y su parte inferior (cuarto de tablero inferior),
y desvanecer la pintura sobre la abertura de la rueda. La puerta
delantera y la parte inferior de la puerta se pintaron con esmalte
acrílico y se desvanecieron en la parte delantera de la abertura
de la rueda (Figura 19-43). El trabajo de pintura se terminó
con los procedimientos que se describieron arriba, pero a causa
de una aplicación abundante, se desarrollo un escurrimiento
en la parte trasera inferior de la puerta y su parte inferior. Esta
zona se lijo después para secarla durante la noche, pulirla
y limpiarla con un solvente. y después con trapo de ligante
(Figura 19-44).

Si se efectúa la reparación local
con esmalte, agregue catalizador de reparación local. El
procedimiento es el siguiente: rebaje el esmalte como de costumbre;
a continuación aplíquelo en capas medio frescas con
un cono medio y una presión de 25 a 40 psi en la pistola.
Progrese del centro de la zona hacia la orilla. Cada capa se aplica
en forma normal, y se prolonga más allá de las capas
anteriores para obtener una orilla desvanecida. Deje un poco de
pintura en el recipiente y agregue una cantidad igual de transparente
para mezcla. Con la misma presión se aplica una capa medio
fresca hacia fuera de la zona reparada en reparaciones de igualación;
en reparaciones locales se aplica sobre toda el área para
tener una orilla desvanecida (Figura 19-45). Se deja evaporar de
5 a 10 minutos y se aplica una segunda mano media fresca. abarcando
más de la pintura original. Si se necesita más desvanecimiento,
se agrega más transparente de igualación a la mezcla
y se atomiza a mayor distancia en el acabado original de pintura.
Si aparece un vaho sobre el área de igualación al
secarse durante la noche, se debe frotar y pulir con un compuesto
adecuado. Asegúrese de limpiar todo el equipo cuando termine,
con adelgazador de laca o solvente de esmalte. Se puede usar un
pulidor líquido y limpiador para quitar cualquier cantidad
de aspersión adicional que quede en la superficie de esmalte
después de 24 horas de secado. Esto se hace cuando la reparación
local se ha secado durante el tiempo necesario. A continuación
se debe usar un limpiador líquido para pulir más la
zona reparada. El trabajo de lijado se debe hacer tanto para el
esmalte acrílico como para la laca. El esmalte acrílico
necesita una buena superficie para poder adherirse bien a ella,
todos esos productos pueden secarse al aire o con lámparas.

Sugerencia de seguridad: Se deben
almacenar los trapos o toallas de papel usados en un recipiente
tapado, secarse del taller al final del día, y guardarse
en un bote o tanque de basura.
Reparación local de capa base y capa transparente
de esmalte acrílico
Las figuras 19-46 a 19-50 muestran el procedimiento
adecuado para hacer esa preparación. La preparación
es básicamente la misma que para otras preparaciones locales,
a excepción de un vidriado de poliester que se usó
para rellenar una ligera imperfección. Se lijó con
un bloque con lija No. 180 (Figura 19-46). El vidriado de poliester
no se encoge al secar.
El vehículo se enmascaró, pero antes
de hacerlo se preparó la parte superior de la puerta para
recibir una igualación de color, debido a una variación
de este. Esta zona se pulió y se lavó con el solvente
adecuado y a continuación se enmascaró por separado.
A continuación se aplicó imprimador a la zona don
un cono pequeño (Figura 19-47). Esta zona se lijó,
pulió, limpió con solvente y después con trapo
con ligante. Se aplico una capa base de esmalte acrílico
para cubrir la zona de imprimador, y se desvaneció (Figura
19-48). Habiendo secado lo suficiente la capa base, se comparó
el color con la parte superior de la puerta desprendiendo la cinta.
Como el color variable ligeramente, la parte posterior de la puerta
se atomizó y cada capa se extendió a mayor distancia
que la otra, dando un efecto de desvanecimiento (Figura 19-49).
Después de secar la capa base, el área se pintó
con la capa transparente con dos capas. La segunda se prolongó
más allá de la primera, formando una orilla desvanecida
de la capa clara. Esta orilla se atomizó con un transparente
de desvanecimiento y se dejó secar hasta obtener un acabado
lustroso (Figura 10-50). Se pulió y se frotó ligeramente
en la zona de desvanecimiento una vez seca. Esto produjo un acabado
de calidad y buena igualación de color, ya que la mezcla
de color se atomizó hasta un desvanecimiento para obtener
un cambio no discernible de color en las zonas reparadas.


Capa base y capatransparente Rinshed Mason Diamont
Este sistema también está diseñado
para reparar sistemas de capa base/capa transparente de pintura
original. El primer paso es lavar la superficie por pintar, con
agua y un detergente moderado. Sigue una limpieza de la superficie
con Pre-Kleano 900 o Aqua-Solve 800 para quitar contaminantes como
siliconas, grasa y cera. A continuación se lava la superficie
con Prime Wipe 884 para quitar cualquier polvo de lijado que haya
quedado en la superficie después de pulir, encintar y sopletear.
Para un trabajo completo de pintura, la zona adyacente
se debe lijar con agua y lija No 400 (P800) o más fina, o
en seco con No. 360 (P600)o más fina. Las zonas de metal
desnudo se preparan como se pida, primero el acondicionador de metal,
y se aplica el imprimador vinílico 848A y 848B para tener
adherencia y protección contra la corrosión. Las zonas
que necesitan imprimador, se cubren con un producto de relleno rápido
como el 512-2000 HS o el epóxico EP889 cuando se trata de
grandes superficies. En aplicación local reducida de imprimador
se pueden usar los imprimadores y acondicionadores 831 u 832. Cuando
han secado lo suficiente esas superficies se lijan con grano No.
400 (P800)o más fino. Si se lijan en seco, se debe usar grano
No. 360 (P600) o más fino. Si la superficie de pintura está
un intemperizada y si es vieja, se debe aplicar una o dos capas
de un sellador transparente, como el 530 - 1106.
Si la reparación consiste en una sola local,
la superficie donde se va a aplicar la capa base se debe preparar
primero como se describió antes. A continuación la
parte completa se pule y se limpia con 900 Pre-Kleano para quitar
residuo. si el pintor lo desea, puede usar un sellador transparente
en la zona lijada (Figura 19-51).
Se mezcla el color diamont adecuado en el sistema
de igualado, o se compra de un proveedor. Una vez mezclada la pintura,
se rebaja 80% en volumen. Esto quiere decir que se emplean 5 pares
de pintura por 16 de solvente para reducir la viscosidad del material.
La mayoría de los proveedores de pintura tienen tablitas
de agitación que indican cuanto reductor se debe usar para
distintas cantidades de pintura (Figura 19-52). Los solventes que
se usan son BC-060 para temperaturas superiores a 20 ºC. A
menores temperaturas se usa el BC-050. Si la temperatura es menor
que 20 ºC el reductor que se usa es el BC-040, queda mejores
resultados en reparaciones locales o extensas.

Sugerencia de seguridad: Se deben
mantener limpios los pisos; la pintura, aceite, trapos, polvo, partes
y materiales de desecho se deben retirar de inmediato para evitar
incendios se deben reparar los agujeros en el suelo.
Para un trabajo completo de pintura, esta se cuela
y se pasa a la taza de la pistola tantas veces como se requiera.
La presión de la pistola se ajusta entre 45 y 55 psi. La
pintura se aplica en capas únicas medio frescas hasta lograr
un ocultamiento completo. Cada capa se deja evaporar hasta que se
pueda tocar. si hubieran imperfecciones se pueden lijar con suavidad
entre capas. El color de la capa base se debe esparcir siempre sobre
zonas lijadas antes de aplicar el transparente. La capa base se
deja evaporar por completo antes de aplicar el transparente, lo
cual requiere de 10 a 15 minutos. Nunca se debe aplicar demasiada
pintura.
Cuando se hace una reparación local se ajusta
la presión de la pistola de 25 a 30 psi. La primera capa
de color se aplica sobre la zona reparada y con imprimador, la segunda
se aplica a la zona reparada y con imprimador, la segunda se aplica
a la zona reparada y unos 7.5 cm alrededor. La tercera capa se aplica
a la zona reparada y a la capa anterior, y se desvanece más
allá de esta última. Se deja evaporar cada capa y
se limpian con un trapo de ligante. Antes de aplicar el cubrimiento
transparente se deja evaporar por completo la aplicación.
Se mezcla la cantidad necesaria de Diamont D-7600
transparente con una relación de 4 partes de transparente
con 1 parte de endurecedor DH-7600 y se agita bien. ESta mezcla
se rebaja de 10 a 20% con BC-060 únicamente; esto es, por
10 partes de transparente catalizado se agrega 1 a 2 partes de solvente.
Esta mezcla se agita muy bien y se cuela al llenar la taza de la
pistola. La presión en esta se ajusta de 45 a 55 psi. El
transparente se aplica en dos o tres capas medio frescas; cada una
se debe dejar evaporar.
Para cubrir con transparente una reparación
local, se mezcla la cantidad necesaria de transparente y se cuela
al pasarlo a la taza de la pistola. Este material se aplica a la
misma presión y se usa para un recubrimiento completo. La
parte (panel) completa se recubre con transparente con los mismos
métodos que se describieron para una pintura completa. Cuando
se necesita desvanecer una zona como por ejemplo donde la parte
trasera se une al techo, se mezcla 1 parte de transparente catalizado
D-7600 con 10 partes de solvente BC-060. Esta mezcla se aplica para
desvanecer el área seca con capas delgadas hasta que la superficie
quede lisa y lustrosa. La pintura de la capa base dará los
resultados necesarios para igualar acabados originales. Si se usa
una capa superior convencional, el color no igualará (Figura
19-53).
Algunos catalizadores contienen isocianatos, y
por tanto es importante usar el equipo respirador adecuado. Lea
siempre las especificaciones de seguridad para el material, así
como las etiquetas de las latas.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Reparación de trabajos de pintura de tres
capas
Para reparar pinturas de efecto de lustre aperlado
y transparente teñidos en forma correcta se necesita toda
la experiencia y conocimientos del pintor. La experiencia influirá
mucho el éxito en los resultados al reparar esos efectos
novedosos de lustre aperlado, así como los transparentes
con color. Algunos pintores tienen bastante dificultad, y algunos
de los colores son mucho más difíciles de reparar
que otros. Todos los colores se pueden reparar, lo cual puede ser
fácil hasta muy difícil, para obtener buenos resultados.
Al reparar esos acabados siempre se debe usar material
de alta calidad y seguir todas las instrucciones de las etiquetas
de las latas. Nunca se deben mezclar materiales de diversos fabricantes.
El objeto de la reparación es alcanzar una igualación
de color que sea aceptable y coincida bien con el color original.
También es importante una formación correcta del "emparedado"
de la capa de pintura, y que tenga el lustre y tersura de la capa
de pintura que iguale al resto del vehículo.
Se debe recordar que al aumentar la capa de lustre
aperlado, el color se oscurecerá. Por tanto, cuando se lleva
a cabo una reparación local o parcial, el lustre aperlado
solo se debe aplicar al área reparada de la base de color
blanco que se aplicó. Cuando el color quede aceptable, es
necesario aplicar una o dos capas adicionales para mejorar la igualación
del color del lustre aperlado. Para mantener al mínimo la
acumulación de capas del aperlado, se debe aplicar con un
movimiento de aspersión en arco para obtener un buen desvanecimiento.
Si se aplica demasiado, aparecerá un halo o efecto de "ojo
de buey" en la reparación.
Para poder alcanzar buenas igualaciones de color
con esos tipos de lustre aperlado y capas transparentes, el pintor
debe hacer lo que se llama tablero de prueba, que se usa para comparar
el color que se atomiza con el del vehículo, para ver si
son iguales. Ese tablero se debe pintar con diversas técnicas,
como por ejemplo variar el número de capas de lustre aperlado,
o el transparente con color, para poder igualar el color en esas
reparaciones tricapa.
El pintor debe recordar que el tablero de prueba
indicará la diferencia en color al dar capa adicional, y
la claridad u oscuridad que se alcanza con la capa final superior
de color. Siempre se debe hacer una prueba para ayudar a determinar
el número aproximado de capas aperladas que se necesitan
para obtener la igualación del color. Se hace comparando
las capas aperladas de las diversas zonas del tablero con el color
del vehículo, antes de aplicarle la pintura.
Para hacer un tablero de prueba se prepara una
pieza de metal del tamaño adecuado, se pinta con el color
base hasta un ocultamiento visual, y se deja secar. A continuación
se enmascara para tener seis partes aproximadamente iguales que
se usaran para aplicar seis variaciones de capas de pintura. Se
aplica una mano medio fresca de lustre aperlado y se quita la primera
capa del papel de enmascarar. Se aplica otra mano medio seca de
lustre aperlado en la parte descubierta del tablero. Se repiten
esos pasos atomizando lustre aperlado en el tablero hasta que quede
cubierto por completo. A continuación se seca con láminas,
de ser posible infrarrojas. Una vez seco el tablero, la mitad de
el se enmascara en sentido longitudinal. A continuación se
dan tres manos de material transparente a la parte sin enmascarar.
Se quita después la máscara y se pone a secar el tablero
bajo lámparas infrarrojas. Véase en la tabla 19-8
una descripción de como se hace el tablero de prueba. Una
vez seco se compara el tablero contra la parte vecina a la reparación
y se usa la técnica del cuadro más semejante, para
pintar el área reparada. La aplicación de cada capa
de pintura se prolonga hasta donde haya que desvanecerla. Para más
información acerca del enmascaramiento, véase la unidad
18-5. El enmascaramiento y las orillas decorativas se deben hacer
inmediatamente antes de la aplicación de la siguiente capa
de material. Si se usa este sistema de zona lateral al reparar una
pintura tricapa, el pintor debe mantener el trabajo dentro de una
área confinada menor. Así se facilita igualar la oscuridad
o claridad del color, asegurando una mejor calidad y la satisfacción
del cliente. El pintor debe investigar para saber que fabricante
tiene el mejor sistema de reparación tricapa.
| Tabla 19-8 Uso de un tablero
de prueba |
| Solo atomice base |
Capa base cubierta con una capa transparente |
| Base atomizada con una capa de lustre aperlado |
Capa base atomizada con una capa de lustre aperlado y 3 o
4 de transparente |
| Capa de base atomiada con dos manos de lustre aperlado |
Capa base atomizada con dos capas de lustre aperlado seguidas
de 3 o 4 capas de transparente |
| Capa de base atomizada con tres manos de lustre aperlado |
Capa de base atomizada con tres capas de lustre aperlado seguidas
de 3 o 4 capas de transparente |
| Capa de base atomizada con cuatro manos de lustre aperlado |
Capa de base atomizada con cuatro capas de lustre aperlado
seguidas de 3 o 4 capas de transparente |
| Capa de base atomizada con cinco manos de lustre aperlado |
Capa de base atomizada con cinco capas de lustre aperlado
seguidas de 3 o 4 capas de transparente |
Para obtener la mejor igualación posible,
el pintor debe hacer un tablero de pruebas. Con esto se puede hacer
la comparación de los diversos métodos que se emplean
para obtener la igualación necesaria. Solo se debe aplicar
el número de manos de capa base, y no se deben entremezclar
las pinturas. La pintura se matiza solo como último recurso
y, se se siguen los métodos adecuados, esto solo se necesitará
rara vez.
El pintor debe recordar que cualquier cambio pequeño
que suceda en la capa base se aumentará mucho cuando se apliquen
la capa de lustre aperlado y la final transparente. Si el efecto
de lustre aperlado o el transparente teñido son demasiado
oscuros, quiere decir que se aplicó demasiado lustre aperlado
o demasiado transparente teñido. Por tanto el pintor tendrá
que desvanecer la zona hacia las partes adyacentes, y usar el transparente
especificado para desvanecer la orilla de la zona de la pintura.
Si esta es demasiado clara, quizá no se hayan aplicado las
capas suficientes. Por lo general se necesitarán más
capas de lustre aperlado y transparente con tinte.
Para llevar a cabo un procedimiento de reparación
parcial, o local, se debe hacer la preparación de metal,
lijado y aplicación de imprimador, el cual primero se aplica
de acuerdo con las instrucciones; a continuación se lija
con agua, con grano No. 400 (P800) hasta comprender el área
en la que se atomizará el color base. Las partes del vehículo
que se vayan a pintar se pulen o lijan con lija de agua de grano
ultrafino o menor, o se pulen siguiendo las recomendaciones del
fabricante. Se atomiza en ayuda de adhesivo o promotor de adherencia
sobre la zona o zonas completas que se vayan a pintar y se desvanece
en las partes adyacentes si es necesario. Las molduras y líneas
se enmascaran en toda la parte, usando quizá sistema de zonas.
Se atomiza el color base hasta lograr un ocultamiento visual, y
a continuación se desvanece según se necesite. La
parte de la cinta o enmascaramiento reversos se debe mover hacia
afuera un poco después de la aplicación de cada capa
para ayudar a desvanecer el lustre aperlado hasta donde se va a
perder. A continuación se aplican una o dos capas delgadas
de ayuda de adherencia sobre toda el área donde se atomizó
el lustre aperlado. El transparente se atomiza sobre la parte completa
según el sistema de zona que se haya usado, y a continuación
se desvanece en la zona adyacente,pero dentro de la zona de la ayuda
de adherencia. La figura 19-54 muestra el procedimiento paso a paso.
Figura 19-54 Sistema para zona lateral;
procedimiento paso a paso para reparación local o reparación
parcial de una área
Reparación normal de parte completa
La preparación de la reparación de
la parte central de un vehículo es muy semejante a la reparación
de otras zonas. Si es el caso, se aplica ayuda de adherencia en
el lado completo, las zonas 1, 2 y 3, que se deben enmascarar antes
de la aspersión. El área que separa a las zonas 2
y 3 se enmascara inversa o se enmascaran las aristas, molduras o
líneas decorativas a todo lo largo de la línea que
separe las zonas de pintura 2 y 3. A continuación se atomiza
la capa base hasta obtener ocultamiento visual, y se desvanece lo
necesario. Recuerde cambiar la posición de la máscara
inversa después de cada capa de pintura para ayudar a desvanecer
el color base.
Se atomiza lustre aperlado en toda el área
de la reparación y se desvanece lo necesario. Recuerde mover
la cinta después de cada capa. Se atomizan una o dos capas
de ayuda de adherencia en toda la zona donde se atomizó el
lustre perlado. A continuación se atomiza el transparente
sobre el lado completo: zonas 1, 2 y 3. El área de desvanecimiento
se atomiza con ayuda de adhesión. Véase la figura
19-55, donde se presenta el procedimiento paso a paso.

Este tipo de reparación es más difícil
a causa del sistema de emparedado de pintura. Es un verdadero reto
esta reparación de tricapa de lustre aperlado. El siguiente
método puede ayudar a lograr la reparación en este
caso. Se usan los procedimientos normales para reparar la zona y
prepararla para recibir la aplicación de capa base. Ambas
salpicaderas se lijan con papel No. 1200 o 1500 de agua. Se cubren
por completo la tapa de la cajuela o portaequipaje y la parte superior
de las salpicaderas con una capa de ayuda de adherencia. Siga las
recomendaciones de la etiqueta para la aplicación y el tiempo
de secado necesarios. Las salpicaderas enmascaran a la inversa o
se enmascaran en las aristas con cualquier borde, moldura o línea
que separe las zonas 1 y 2. Esto se hace para reducir al mínimo
el área por pintar y ayudar a desvanecer la pintura que se
aplique. Se enmascara para separar la tapa de la cajuela o portaequipaje
de las demás áreas, y protegerlas de la aspersión.
Se atomiza el color base en la tapa de la cajuela hasta obtener
ocultamiento visual, en capas medio frescas. Se deja secar durante
20 minutos cuando menos, o más si es necesario, antes de
atomizar la capa de lustre aperlado. Se usa un tablero de prueba
pintado previamente para comparar la igualación de colores
con las paredes adyacentes y determinar cuantas capas de lustre
aperlado hay que atomizar o pulverizar.
Antes de hacerlo, recuerde comprobar la cinta inversa
o la máscara que se aplicó a lo largo del borde decorativo
en lugar de la línea que separa las zonas 1 y 2 de cada salpicadera.
Esta cinta se colocó para ayudar a facilitar el esfumado
del lustre aperlado en la parte superior de ellas.
El lustre aperlado tiende a asentarse entre las
capas, y puede tapar la boquilla de la pistola. Esto ocasionará
que haya la tendencia a escupir el material. Para ayudar a mantener
limpia la pistola atomice con solvente limpio antes de la capa siguiente.
También agite el material perlado. Así se puede avanzar
mucho sin que la pistola arroje glóbulos de aperlado. Se
aplican las manos necesarias determinadas en el tablero de prueba.
El papel de máscara que cubre la zona 1 de las salpicaderas
se retira un poco para comprobar la igualación de color.
Si el color de la tapa de la cajuela o portaequipaje
fuera demasiado claro, se vuelve a colocar la máscara y se
atomiza otra capa de aperlado, y de nuevo se comprueba el color.
Se puede repetir el lustre aperlado hasta obtener una igualación
aceptable. Si el color de la tapa de la cajuela es más oscuro
que la parte superior de las salpicaderas, se quita el papel de
máscara de la zona 1 de la parte superior. A continuación,
con técnicas de desvanecimiento, se atomizan capas de lustre
aperlado en la parte superior de las salpicaderas. Se hace lo anterior
hasta que coincidan los colores de las zonas adyacentes.
Nota: El pintor debe recordad
que a medida que aumente el espesor de la capa de aperlado, el color
se oscurece.
Se dejan secar la tapa del portaequipajes o cajuela
y las partes superiores de las salpicaderas de 30 a 60 minutos,
o el tiempo que se necesite. A continuación se atomiza una
capa de promotor de adherencias sobre la capa de lustre aperlado
para aumentar la adherencia del transparente a la pintura. Se deja
secar cuando menos 30 minutos, o lo que indique la etiqueta, antes
de aplicar el aperlado. Cuando se haya secado, la pintura aperlada
se debe comparar con las partes adyacentes en cuanto a la igualación
de color y del aperlado. A continuación se recubren las partes
con el transparente que sea necesario. Esta capa se debe dejar secar
durante la noche o más tiempo, pero si se dispone de horno,
se puede secar 45 minutos a 71 ºC. Para simular la apariencia
de los acabados originales, la o las zonas reparadas se frotan con
un compuesto pulidor ligero, que se puede aplicar a mano o a máquina.
Nota: Puede notarse un oscurecimiento
de la capa o moteado final si se aplica demasiado pronto. Se debe
recordar que el aperlado de las escamas de mica es mucho mayor que
el de las de aluminio del mismo tamaño. Por tanto, se recomienda
usar una botella agitadora para mantener en suspensión las
escamas y obtener igualaciones más consistentes.
Cuando sea correcto el color de lustre, se debe
dejar secar el material por completo. Siga siempre las instrucciones
de la etiqueta de la lata. Si se desea obtener mucho lustre y uniforme,
se puede lijar con agua la capa final con grano 1200 a 1500, y a
continuación se usa un pulidor suave en la zona reparada.
La figura 19-56 muestra el método paso a paso que acabamos
de describir.

Advertencia: El pintor debe estar
enterado que los materiales de lustre aperlado y escamas de mica
contienen isocianatos, y que debe usar protección respiratoria
adecuada. Por lo general son trajes de inyección de aire
y respiradores de campana, de campana completa, de mascarilla completa
o media mascarilla, si no se dispone de esos artículos, se
recomienda un respirador para partículas y vapor que recomiende
el fabricante para vapores de osocianato, a menos que no los permitan
los reglamentos locales. Este tipo de protección se deben
emplear durante las operaciones de mezclado de pintura y de aplicación
de la misma. Toda persona con problemas respiratorios, o que sea
alérgica a los isocianatos no debe exponerse a los vapores
o a la niebla atomizada.
Un vehículo que se haya repintado, por completo
o en forma parcial, se debe limpiar muy bien por dentro y por fuera.
Se usa una aspiradora para limpiar el interior del cofre y la cajuela.
Las ventanillas y las partes cromadas se deben limpiar para que
no tengan aspersión o polvo de pintura. Si es necesario,
se deben retocar las llantas, con un producto adecuado. Esto causará
una impresión favorable al cliente, que volverá si
realizan en forma correcta todos los aspectos del trabajo.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Unidad 19-5 Fundamentos
y técnicas de igualación de color
Como hay más de 20,000 colores clasificados
en la industria automotriz, no es de sorprender que la igualación
de colores sea uno de los mayores obstáculos que debe superar
el pintor. La mayor parte de esos colores de esos grupos se pueden
obtener básicamente a partir de tres colores primarios, que
son azul, rojo y amarillo. Además se usan blanco, negro,
metales, mica y aperlado.
Un pintor próspero y calificado debe ser
capaz de reconocer una falta de igualdad de pinturas, y rectificar
el problema. Este consiste en que algunos pintores no distinguen
bien ciertos colores. Otro problema que encuentra el pintor es el
tratar de igualar un acabado de pintura algo debilitado. No es posible
debilitar o decolorar una nueva capa de pintura; el matiz se puede
cambiar un poco mediante ciertas técnicas, pero nunca debilitar.
Para darse cuenta cuanto ha cambiado el color,
véase siempre las jambas de las puertas, y compare el color
con el de la pintura en la lata. Otro método es quitar la
pintura oxidada en parte de la superficie. Se puede usar un pedazo
de papel con un agujero para limitar el área de prueba que
se atomiza. La comparación de los colores debe dar una pista
acerca de que cambios se deben hacer en la formulación.
Para explicar más la igualación de
colores, se debe tener en cuenta que el color se produce mediante
distintos pigmentos y colorantes mezclados entre si para obtener
una determinada intensidad, matiz y claridad. Los fabricantes de
automóviles seleccionan una gran diversidad de distintos
colores, y desarrollan una norma para cada color que se use en su
fábrica.
Los fabricantes de pinturas desarrollan lo que
se conoce como pintura paquete de fábrica. El resto se mezcla
en un sistema de tintes, ya sea en el establecimiento o en el taller,
según una fórmula. En las fábrica se usa una
computadora y la vista, porque el ojo es el dispositivo más
complicado, para dar tinte a un color y que iguale la norma.
Con todo este equipo y todas las fórmulas
quizá el pintor piense que no debe ser problema pintar la
puerta de un vehículo, pero la figura 19-57 presenta muestras
de colores de solo uno de los fabricantes de vehículos para
solo un modelo de año, con lo que se tiene un panorama distinto.
Esos vehículos se pintan en la fábrica con métodos
precisos y exactos, y materiales que deben cumplir con la norma
de color. Los vehículos se pintan en lugares especiales que
tienen el mejor equipo y temperatura, ventilación y humedad
controlados, pero sigue habiendo gran variación y colores
que se salen de la norma.

La mayor parte de los problemas se presentan con
colores metálicos, de mica y aperlados, y depende del pintor
la igualación de esos acabados hasta lo mejor que pueda,
para agradar al cliente. En el campo de la hojalatería y
pintura se aplican esos colores mediante muchas técnicas
distintas. Las reparaciones se llevan a cabo en muchos talleres
sin control de temperatura, ventilación o humedad, y por
tanto no debe sorprender que sea difícil controlar esos tipos
de pintura.
El mayor problema con esos colores es que se formulan
con un pigmento, escamas metálicas, de mica o perla, en un
vehículo que permite penetrar la luz hasta la pintura curada.
Las partículas metálicas, iridescentes y policromadas
son del mismo tipo; los diversos fabricantes emplean distintos nombres
para ellas (Figura 19-58). La apariencia de la superficie de la
pintura depende de la posición de las escamas metálicas
dentro de la capa de pintura. La cantidad de partículas metálicas,
de mica o de perla, reflejan la luz en la capa de pintura. Algo
de esta se absorbe al atravesar hacia y desde las escamas. Si un
vehículo se pinta de tal modo que el metal quede muy en el
interior de la capa de pintura, y queden paralelas con la superficie,
todas reflejan la luz uniformemente (Figura 19-59). Si las escamas
están en el seno de la capa de pintura, esa capa absorbe
una gran parte de la luz. Por lo tanto, la capa aparecerá
oscura y de color profundo (Figura 19-60).
Cuando se pinta un vehículo con una de esas
pinturas de tal modo que el metal o la perla se orienten al azar
y queden cerca de la superficie, la reflexión de la luz no
será uniforme. La luz tiene que atravesar menor distancia
para llegar a las escamas y la pintura absorberá tan solo
una pequeña parte de esa luz (Figura 19-61).
Esas variaciones de color las puede originar el
pintor. Cuando se aplica la pintura en dos capas, o deja más
tiempo de evaporación entre ellas se producirá un
color más claro. Cuando aplica las dos capas con un tiempo
de evaporación muy pequeño entre ellas, se producirá
un matiz más oscuro.
Una capa seca se obtiene si falta solvente en la
pintura, o si este se evapora con demasiada rapidez. Esto evita
una buena diseminación de la capa de pintura y produce un
color más claro (Figura 19-62).

Una capa fresca se obtiene cuando el solvente es
de secado lento o si hay suficiente solvente en la pintura al chocar
con la superficie que se pinta. Esto permite que la capa de pintura
tenga tiempo suficiente para fluir antes que se evapore el solvente.
Con ello se produce una superficie lisa, y es lo que se llama una
aplicación fresca de pintura; produce un color más
oscuro (Figura 19-62).
Cuando la pintura se aplica en lo que se llama
capa fresca, el metal o cualquier partícula, siendo más
pesados que el vehículo y el pigmento, tendrán tiempo
para asentarse en la superficie a medida que los solventes se evaporan.
Cuando se ha secado la pintura por completo, las escamas quedarán
profundas en la capa, lo cual producirá un tono oscuro. Por
tanto, una aplicación fresca de los tipos metálicos,
aperlados o de mica, producirá un color más oscuro
(Figura 19-63).
Cuando se usa un solvente de evaporación
rápida, evita el entremezclado de la pintura a causa del
secado rápido de la misma. Esto evita que las escamas se
asienten en el seno de la película. Este modo de aplicar
la pintura, en capa seca, produce un color más claro (Figura
19-64).
Una capa de niebla, que es la aplicación
final cuando se pinta con laca acrílica, es un color policromático
muy rebajado. Esta capa se rebaja con 1 parte de laca acrílica
y 10 partes de adelgazador especial (Figura 19-65). Se emplea para
obtener el lustre máximo de atomización en las lacas
acrílicas.
Una capa de vapor, o de igualación, de un
esmalte acrílico o de uretano, rebajados según las
recomendaciones del fabricante, es la capa final, la cual se puede
atomizar a una distancia de pistola un poco mayor, y/o con más
presión de aire y menos flujo de pintura. Con este método
se producirá un color más claro. Las variables que
se usan para aclarar un color metálico son la dilución,
presión de aire, solvente más volátil y mayor
distancia de atomizado. Para oscurecer un color metálico,
use menos solvente, menos presión de aire, menor distancia
de la pistola, solvente de evaporación más lenta y
algún retardador, si es necesario (Figura 19-66). La tabla
19-9 presenta las numerosas variables que afectan todo color metálico.
El mismo color procedente de la misma lata de pintura, aplicado
por distintos pintores, producirá numerosos tonos distintos,
a causa de gran número de variables, como se ve en la tabla
19-9. Se debe emplear el sentido común al igualar colores.
Use un paquete de fábrica siempre que sea posible porque
el control de calidad en ese caso es mucho mejor porque la pintura
se mezcla en lotes grandes para igualar la norma de color.


Tabla 19-9 Variables
que afectan la igulación de colores |
| |
Para hace los colores |
| Variable |
Más claros |
Más oscuros |
Condiciones del taller |
|
|
| Temperatura |
Aumentar |
Disminuir |
| Humedad |
Disminuir |
Aumentar |
| Ventilación |
Aumentar |
Disminuir |
Técnicas de aspersión |
|
|
| Distancia de pistola |
Aumentar |
Disminuir |
| Velocidad de pistola |
Aumentar |
Disminuir |
| Tiempo de evaporación entre manos |
Dar más tiempo |
Dar menos tiempo |
| Capa de niebla |
No aclarar el color |
Aplicar más fresca |
Equipo y ajustes de aspersión |
|
|
| Boquilla del fluido |
Usar tamaño menor |
Usar tamaño mayor |
| Boquilla de aire |
Usar con más agujeros |
Usar con menos agujeros |
| Válvula de ajuste de flujo de líquido |
Disminuir el flujo de pintura |
Aumentar el flujo de pintura |
| Válvula de ajuste del cono |
Aumentar la abertura del cono |
Disminuir la abertura del cono |
| Presión de aire en la pistola |
Aumentarla |
Disminuirla |
| Uso de adelgazador |
|
|
| Tipo de adelgazador |
De evaporación rápida |
De evaporación más lenta |
| Dilución del color |
Aumentar la proporción de adelgazador |
Disminutir la proporción de adelgazador |
| Uso retardador |
No usarlo |
Agregar retardador al adelgazador |
Al mezclar en el taller, asegúrese que el
equipo de medición no se atore y que este bien calibrado,
la pintura se debe rebajar ni mucho ni poco al comparar la igualación.
Asegúrese que la pintura con pigmentos y partículas
metálicas se agite en forma correcta y que no queden pigmentos
ni partículas metálicas en el fondo de la lata. Los
colores oscurecen al secar, y por lo tanto en igualaciones precisas
se debe dejar secar la aplicación en el tablero de prueba,
antes de decidir (Figura 19-67). Las partes adyacentes siempre deben
limpiarse y pulirse. Los colores se deben igualar a la luz natural,
siempre que sea posible.
Cuando se requiere tinte, use siempre una pequeña
cantidad de color de la pintura antes de tratar de dar tinte a todo
un litro o cuarto de galón. A continuación agregre
solo pequeñas cantidades de pigmento a la vez, y recuerde
que los colores oscuros necesitarán más pigmento que
los claros. Cuando un color se contempla a los 90º, o perpendicular
a la superficie (Figura 19-68a), a esto se le llama ángulo
de cara. Cuando se contempla a los 45º o menos respecto a la
superficie (Figura 19-68b), se dice que es un ángulo de paso,
o tono lateral de color. Cuando se tiñen colores metálicos,
aperlados o de mica, la posición de visión es de lo
más crítica, porque una cara oscura podría
tener un paso lateral claro, o viceversa. Siempre se deben usar
los mismo pigmentos que los que se emplean en la formulación
cuando se da tinte a un color. Después de haber atomizado
el color, se debe comparar siempre para ver como iguala antes de
quitar parcialmente la cinta adhesiva (Figura 19-69).
Con los métodos descritos, un pintor dispones
de muchos recursos para variar y ajustar un color. Por tanto, en
muchos casos ha de cambiarse el tono dando tinte. Para hacerlo,
el pintor debe saber como usar un sistema sistemático de
cambio de color. Como se mencionó antes, algunos pigmentos
absorben la luz y otros la reflejan, y todos los colores se derivan
de los colores primarios rojo, azul y amarillo, y del blanco, negro,
escamas metálicas, de mica o de perla. Cuando dos colores
primarios se mezclan en partes iguales, forman los colores secundarios.
Por ejemplo azul y rojo = morado, rojo y amarillo = anaranjado,
y amarillo y azul = verde.
Si se mezclan los tres colores primarios en partes
iguales, producen un gris neutro. Siempre que se mezclan colores
primarios y secundarios en partes iguales producen un color intermedio;
por ejemplo, azul y amarillo forman un color verde azulado. El número
de combinaciones es infinito, y la adición del blanco, negro,
metales, mica y perla a cualquiera de las combinaciones formará
aun más variaciones.
En lugar de describir todas las variaciones, el
enfoque debe estar en los puntos de referencia de color, como por
ejemplo rojo o verde, que son los colores primarios. Se debe encontrar
un modo de mover esos colores desde sus puntos de referencia hasta
un tinte, claridad o intensidad requeridos o deseados. El color
tiene tres calidades o dimensiones que se deben tener en cuenta
cuando se agregue tinte:
- Claridad: Se expresa como más oscuro o más claro;
este valor es una referencia del negro o del blanco en determinado
color.
- Matiz, o tono: Puede variar en cuatro direcciones; más
rojo, más verde o más amarillo (Por ejemplo, azul
rojizo).
- Saturación o limpieza: Describe la concentración
o pureza de un color (por ejemplo, el verde más verde).
Para explicar las dimensiones del color se usa
la rueda de la figura 19-70 para dar los puntos de referencia de
los cuatro colores. El matiz, o tono es el más fácil
de apreciar; ¿Es más rojo, más azul, más
verde o más amarillo? Partes iguales de rojo y azul forman
color morado, y partes iguales de verde y azul producen un color
turquesa. Cuando se iguale un rojo, se debe determinar si el color
por igual tiene un matiz más azul o más amarillo;
a continuación se agrega pigmento azul o amarillo para alcanzar
el matiz deseado. La tabla 19-10 muestra como cambia determinado
color de matiz.
Cuando se da tinte a los colores a veces la pintura
puede tener mal el matiz. Un color azul puede tener demasiado matiz
rojizo. Se debe usar el matiz contrario en la rueda de color para
desaparecer el matiz indeseado. La tabla 19-11 muestra que colores
o pigmentos se deben agregar a la pintura para eliminar el matiz
de determinado color.
La saturación, croma o intensidad, se refiere
a la pureza y riqueza del color. Véase la rueda de color
de la figura 19-71; en el centro represente el color neutro, que
es gris, y cualquier color en su mínima concentración
será gris o neutro. Una línea que vaya del centro
de la rueda hacia el azul cambiará a azul claro, después
a azul medio y por último a azul oscuro .También,
si la línea se va del centro de la rueda hacia el verde,
pasará por el verde claro, el verde medio y después
por el verde oscuro. Por lo tanto, para oscurecer un color se debe
usar un pigmento oscuro. Por ejemplo, el pigmento más azul
del sistema de tintas que sea el más rico y que tenga el
mínimo tono verde o rojo es el que se debe agregar en forma
gradual. Se debe usar el mismo principio para el verde; esto es,
usar el pigmento más verde y rico que tenga la cantidad mínima
de azul o amarillo. Con mucho frecuencia, el pintor que trata de
dar tinte más oscuro a un color medio, usará negro,
pero todo lo que se necesita es un pigmento más oscuro del
mismo color, También, muchas veces se usa blanco para aclarar
un color, cuidando lo que se debe usar es un pigmento más
claro del mismo color.
La brillantez, o profundidad, también se
denominan más claro o más gris, se refiere a la cantidad
de blanco o negro en determinado color. No se debe pensar que la
brillantez es un claro y oscuro, sino como intensidad. Cuando se
da tinte a un color, se pueden mantener su matiz o tono y al mismo
tiempo hacer variar el color en relación con su efectividad,
agregándole blanco o negro.
A veces es muy difícil determinar como cambiar
la saturación o la brillantez del color. Aquí es donde
se puede superar el pintor con buena vista, pero se deben seguir
algunas reglas generales. Un color negro se puede usar para oscurecer
la mayor parte de los colores, pero no para enriquecerlos; el efecto
colateral del empleo del negro puede ser agrisar o ensuciar el color.
Al agregar negro o un rojo se producirá un tono de óxido
o un café, y por lo tanto para oscurecer un rojo se debería
usar un pigmento marrón.
Cuando se agrega negro a amarillo, oscurecerá
este, pero se puede producir un color verde grisáceo. El
blanco se usa para aclarar los colores, excepto el rojo, marrón,
los cafés, los azules y verdes oscuros. Cuando se aclara
el rojo, café y marrón, se deben usar anaranjado y
amarillo; si se agrega blanco a esos colores se producirá
un tono rosado. Se usan el verde o el oro para aclarar al verde
oscuro, dependiendo de su matiz. Mientras más rico o limpio
es un color, menos se debe usar blanco o negro.
Cuando se ha alcanzado una igualación cercana
al dar tinte a un color, el pintor debe suspender la adición
del tinte y desvanecer para terminar la reparación. Sucede
a menudo que la última pequeña adición de tono
de entintado cambia demasiado de color, y con ello se causa la pérdida
de tiempo y materiales, porque hay que comenzar de nuevo (véase
tabla 19-12). Se debe aprender los términos de la tabla 19-13,
que es un glosario de igualación de color, y el pintor los
debe recordar para ayudarse en la igualación.
Tabla 19-10 Como cambian los
matices de los colores |
Color |
Variaciones de matiz |
| Verde |
Más Azul o más amarillo |
| Azul |
Más verde o más rojo |
| Rojo |
Más azul o más amarillo |
| Amarillo |
Más verde o más rojo |
| Oro |
Más verde o más rojo |
| Marrón |
Más amarillo o más azul |
| Bronce |
Más amarillo o más rojo |
| Anaranjado |
Más amarillo o más rojo |
| Blanco |
Más amarillo o más azul |
| Beige |
Más verde o más rojo |
| Morado |
Más verde o más rojo |
| Negro |
Más amarillo o más azul |
| Aguamarina |
Más azul o más verde |
| Gris |
Más amarillo o más azul |
Tabla 19-11 Cambio de matiz |
Si un color tiene un matiz "demasiado
algo". Agregando lo siguiente se eliminará el
"demasiado". |
| Color que se iguala |
Agregar |
Elimina |
Para tener menos |
| Azul |
Verde |
- |
Rojo |
| Azul |
Rojo |
- |
Verde |
| Verde |
Amarillo |
- |
Azul |
| Verde |
Azul |
- |
Amarillo |
| Rojo |
Amarillo |
- |
Azul |
| Rojo |
Azul |
- |
Amarillo |
| Oro |
Verde |
- |
Rojo |
| Oro |
Rojo |
- |
Verde |
| Marrón |
Amarillo |
- |
Azul |
| Marrón |
Azul |
- |
Amarillo |
| Bronce |
Amarillo |
- |
Rojo |
| Bronce |
Rojo |
- |
Amarillo |
| Anaranjado |
Amarillo |
- |
Rojo |
| Anaranjado |
Rojo |
- |
Amarillo |
| Amarillo |
Verde |
- |
Rojo |
| Amarillo |
Rojo |
- |
Verde |
| Blanco |
Amarillo |
- |
Azul |
| Blanco |
Azul |
- |
Amarillo |
| Beige |
Verde |
- |
Rojo |
| Beige |
Rojo |
- |
Verde |
| Púrpura |
Verde |
- |
Rojo |
| Púrpura |
Rojo |
- |
Verde |
| Aguamarina |
Azul |
- |
Verde |
| Gris |
El azul elimina el amarillo
El amarillo elimina el azul |
|

Tabla 19-12 Mezclado de colores metálicos |
| Esmalte acrílico |
| 9824 |
Claro |
Limpio y brillante |
| 9827 |
Fino |
Algo sucio y terrenoso |
| 9819 |
Grueso |
Grande y brillante |
| 9817 |
Medio |
Sucio |
| 9833 |
Más grande |
Limpio reluciente |
| Esmalte synthol |
| 9041 |
Fino |
Limpio y brillante |
| 9014 |
Muy fino |
Sucio |
| 9040 |
Grueso |
Brillante |
| 9050 |
Más grande |
Limpio y reluciente |
| Laca acrílica |
| 3008 |
Fino |
Terrenoso |
| 3012 |
Medio |
Limpio |
| 3016 |
Grueso |
Ligeramente sucio |
| 3035 |
Más grueso |
Limpio |
| 3043 |
El más grueso |
Limpio |
| 3048 |
Más grande |
Reluciente como diamante |
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Tabla 19-13 Glosario de términos de igualación de
colores
- Limpio: Lo opuesto a sucio. Describe
un color con apariencia brillante, y no con apariencia opaca.
La exclusión del negro hace más limpio a los colores.
- Oscuro: Al eliminar el blanco, los colores
se oscurecen, mientras que eliminando las escamas metálicas
se oscurecen los colores metálicos.
- Sucio: Es lo opuesto a limpio. Describe
un color con apariencia opaca, y no uno con apariencia brillante.
La adición de negro hace más sucios los colores.
- Cara: La apariencia de un color contemplado
desde un ángulo de 90º (perpendicular o recto).
Este término se usa con más frecuencia en comparación
con el de "paso" de un color, que es la apariencia
de este cuando se contempla a cualquier ángulo que no
sea de 90º. El color de cara con frecuencia es distinto
en claridad u oscuridad, del paso. en especial cuando se trabaja
con colores iridiscentes
- Hojuela: Partícula que se agrega
a un color para obtener un aspecto metálico o iridiscente.
- Volteo: La aparición de un color
cuando se contempla desde cualquier ángulo que no sea
el recto. También se le llama paso.
- Ocultamiento: La capacidad que tiene
un color de cubrir u ocultar al imprimador. También se
llama poder cubriente. Si el color tiene poco ocultamiento,
permitirá que se aprecie la mancha de imprimador.
- Matiz: Describe al color básico.
¿Es el matiz azul, rojo, amarillo, verde, violeta o anaranjado?
El matiz se usa para describir donde caería el color
en la rueda de color.
- Iridiscente: Este término se usa
como sinónimo de metálico. Se emplea con todos
los colores que contienen aluminio, mica u otras partículas
que imparten apariencia metálica al color. Los colores
iridiscentes se deben igualar con mucho cuidado en cara y paso
para alcanzar la apariencia deseada.
- Claro: La adición de blanco hace
más claros los colores puros, mientras que la adición
de escamas metálicas hace más claros a los colores
metálicos.
- Tono de masa: El color de una base de
tintura antes de mezclarlo con otras bases.
- Partículas metálicas: Véase
Iridiscente.
- Paso: Es la apariencia de un
color al contemplarlo desde cualquier ángulo que no sea
recto. Este término se usa con más frecuencia
para comparar con la "cara" de un color. que es su
apariencia cuando se contempla a un ángulo de 90º
o recto. También al paso se le llama "volteo"
de color. Con la frecuencia el paso es distinto de la cara cuando
se trata de colores iridiscentes.
- Tono: Este término se
usa para describir las variaciones de un color. Si suponemos
que un color es azul en general, esto es, que tiene un matiz
azul, puede tener un tono rojo o amarillo, al mismo tiempo que
se azul. También se le llama subtono, porque describe
el tono sutil de un color.
- Intensidad: Las bases de alta intensidad
contienen mucho pigmento. El pigmento adicional les confiere
un buen poder cubriente u ocultante.
- Transparente: Las bases que contienen
una pequeña cantidad de pigmento tienen bajo poder de
ocultación y son transparentes. Se puede ver a través
de la base.
Tinte a colores metálicos
Debido a los múltiples ángulos a
los que están suspendidas las escamas metálicas en
la capa de pintura, producirán una variación de colores
a partir de la misma lata de pintura (tabla 19-12). En forma óptima
el pintor desea tener las escamas del mismo tamaño suspendidas
del mismo modo en que están en la pintura original. Sin embargo,
esto es difícil de lograr, y hasta los fabricantes tienen
dificultad en la aplicación de esas pinturas en las plantas
de ensamble.
Para igualar un color metálico es importante
que sean iguales los ángulos de cara y de paso de la pintura
original. Hay muchos tamaños diferentes de escamas metálicas,
y hay diferencias entre los metales estadounidenses y de otros paises.
Los de estos tienen lustre en ambos lados, y los estadounidenses
solo de uno. Por ello los primeros siempre parecen más brillantes
que los segundos, y de que los primeros sean difíciles de
igualar con pinturas estadounidenses.
Si se usa un metal de medio a fino en lugar de
uno grueso se obtendrá un paso con más volteo, o paso;
pero cuando se usa un metal grueso se producirá un volteo
más definido. Se refleja más luz de los metales de
partícula mayor, y ésta produce un paso menor en el
color. Se apreciará más color en el ángulo
de paso, mientras que si se usa una escama fina, el color presenta
un ángulo de paso más gris (véase tabla 19-12)
El tamaño de la escama metálica que
se usa en el color se debe determinar cuando se va a dar tinte.
Vea el color y note las manchas negras pequeñas. Son escamas
metálicas, y mientras más grande sea la mancha más
grande será la escama. En los automóviles no estadounidenses
trate de determinar el tamaño de la escama observando la
pintura; por lo general solo tiene dos tamaños de escama,
que tienen las dos caras lustrosas, y son gruesas o finas. Mientras
más fino sea el metal, más brillante se verá
el color, pero muchas veces un color tiene escamas metálicas
de más de un tamaño.
Cuando se da tinte a colores metálicos se
recomienda usar pigmento de menor intensidad, o más transparente.
No se deben usar tonos rojo, blanco, anaranjado y amarillo, a menos
que sean dorados u óxidos. Es posible obtener una buena igualación
a ángulo de cara, pero el paso o volteo será demasiado
oscuro.
Para rectificar esta condición, se agrega
un poco de blanco de baja potencia; con ello se aclarará
el paso o volteo, pero no cambiará el color. Si el paso debe
ser más oscuro, se agrega un poco de negro de baja potencia
y también un poco de transparente. El transparente se usa
para abrillantar el color para que el de cara no sea demasiado gris.
Cuando se da tinte a los metales de cualquier color, compare la
pintura con tinte con el brillo del color del vehículo; se
agregan los colores adecuados en pequeñas cantidades y al
mismo tiempo se comprueban los ángulos de paso y de cara.
Una vez correctos la brillantez y el matiz, se debe revisar la riqueza
del color. Si no es lo suficientemente intenso, se le agrega un
poco de pigmento del mismo tipo del de la pintura. Esto es, para
abrillantar un verde, se agrega pigmento verde.
Al dar tinte inicie siempre con una pequeña
cantidad de pintura y con cuidado tome nota de los pigmentos que
agregue, empleando una cuchara de medición. Una vez correcto
el color, se agregan las cantidades proporcionales al resto de la
mezcla. Con este método se puede observar cuanto se agrega
de cada pigmento, y como cambia el color. Si se toma el tiempo necesario,
hay menos probabilidades de cambiar mucho el color. Se debe hacer
cada paso en forma individual; para esto se necesita más
tiempo, pero lo que se necesita cuando los colores son difíciles
de igualar. Este mismo método se debe usar para dar tinte
a colores sin escamas.
Colores apagados
Todos los colores se apagan, desvanecen o destiñen
con el tiempo, pero no todos se apagan lo mismo, ya que hay demasiadas
variables que intervienen en este proceso. Los techos se apagan
con mayor rapidez que los lados. El anaranjado, amarillo, rojo,
plata y oro se apagan por lo general más, y los metales claros
se apagan y se ven más grises. Para compensar esto al reparar
con metales, agregué un poco de negro y de blanco para producir
más gris. Como los rojos se apagan y se aclaran o azulean,
se agregan pequeñas cantidades de marrón y blanco
o violeta. Los azules se apagan por lo general hacia el gris y el
verde; se compensa esto agregando un poco de blanco, negro y verde.
Los colores cafés se apagan y se vuelven más grises
y amarillos; esto se compensa agregando blanco, negro y oro.
Al aplicar el color, rebaje menos y use presión
más baja, aplique capas medio frescas y deje un tiempo normal
de evaporación para obtener un matiz más gris. Para
producir un matiz gris más claro, rebaje más, use
mayor presión de aire y capas dobles medio frescas. Siempre
prepula y lustre las partes vecinas para quitar tanta cantidad de
oxidación como sea posible. Pero aun hasta después
de hacer todo esto, un color apagado puede no dar una buena igualación.
Los transparentes y su efecto sobre la igualación
del color
Cuando se tiene que igualar colores de capa base
y transparente, siempre se debe esparcir una capa transparente en
el tablero de prueba, porque abrillanta el color. La brillantez
no se debe confundir con el lustre. Un color nunca se debe igualar
sin el transparente aplicado, porque éste lo oscurece. Un
transparente da más profundidad al color y lo hace aparecer
más rico.
Siempre que se dé tinte para igualar una
pintura de capa base y capa transparente, a la primera se debe dar
un tinte más claro para compensar el efecto oscurecedor cuando
se aplique el transparente. A veces, se usa el transparente cuando
se igualan colores sólidos, y con ello se tendrá más
vehículo en la pintura. Si se agrega más transparente
se ayuda a mantener en suspensión las escamas metálicas.
La suspensión de las escamas metálicas agrega brillantez,
aumentaran el efecto de volteo y hace que el color parezca más
saturado. Mientras más transparente se agregué, el
color parecerá más brillante y limpio.
Cuando se agrega transparente a una pintura sin
metal, aumentará un poco la brillantez, no como en los colores
metálicos. sin embargo, no se debe suponer que es suficiente
con agregar el transparente al color para variar la saturación
o brillantez. Para aumentarla, es mucho mejor emplear un pigmento
y una pequeña cantidad de transparente. La tabla 19-14 es
una guía de tinte. Diversos fabricantes publican guías
semejantes (véase Figuras 19-72 y 19-73). Esas figuras demuestran
un caso en la igualación de color. llamado metamerismo, en
el que dos colores parecen idénticos bajo determinada iluminación,
pero no con otra. Por ejemplo, un pintor atomiza una parte dentro
del taller. Se ve que la igualación es muy buena, pero cuando
se saca el vehículo el cliente percibe una notable diferencia.
Se debe ayudar al pintor a determinar el mejor lugar del taller
para apreciar la igualdad de colores. Ayúdelo a encontrar
el lugar donde sea más probable que coincidan A y B. Se le
debe indicar porque debe sacar el automóvil para tener una
apreciación definitiva. Recuérdele la calidad de igualación
de los dos fabricantes y que tenga eso en cuenta al hacerla.
Por lo general los colores se oscurecen después
de secar, y por tanto se debe tener en cuenta al dar matiz al color,
en especial con el esmalte. Los esmaltes secan con mucha más
lentitud que las calas, lo cual crea un problema: se tarda uno más
en ver el color definitivo. Otro punto a tener en cuenta es el espesor
de la capa: los tonos pastel claros lo serán más cuando
la capa sea más gruesa.
Las lacas se atomizan por lo general para tener
espesor de capa de unos 3.0 a 3.5 mils. Los esmaltes son algo más
espesos, entre 3 y 4 mils. Este espesor comprende la capa inferior.
Si la capa de pintura es más gruesa, se estrellará
en ocasiones cuando cambie mucho la temperatura. Cuando la capa
es demasiado gruesa pierde elasticidad, y se estrella al expanderse
y contraerse el metal.
Las bases fundamentales de tinte que aparecen en
las tablas las deben tener los detallistas o los pintores, para
poder dar tinte en el taller. A medida que se necesite se pueden
agregar otros tintes a las básicas mencionadas.
Tabla 19-14 Causas normales y remedios de mala
igualación
I Causas de mala igualación:
A. Fabricante del automóvil: el
color del vehículo ha variado del normal
- Se usa un nuevo acabado
- Proveedor distinto al del color original, o variación
del material del proveedor.
- Problema de equipo en la planta: el color no se agitó
en forma adecuada, o el equipo de aspersión estaba trabajando
mal.
- El vehículo se horneó demasiado, o le falto horneado,
o la temperatura del horno es demasiado baja o alta.
- Se aplicó muy poca o mucha pintura.
B. Proveedor de tienda especializada, fabricante de pinturas.
- El color no se igualó originalmente con la norma.
- Cambio en materia prima o pigmento.
- No se mezcló bien en la fábrica.
C. Expendio de pinturas.
- No se mezcló en forma correcta el color.
- Se mezcló un color incorrectamente.
D. Pintor
- No mezcló el color en forma correcta
- Técnica incorrecta de pintar.
- Demasiada pintura, o no la suficiente
- Se pidió el color incorrecto
E. El color se apagó o la pintura
se ha degradado por intemperismo, Independientemente del motivo,
se vuelve problema del pintor.
II Como resolver problemas de igualación:
A. Aprenda a describir al color en forma y secuencia correcta
- Del más claro al más oscuro
a. Ángulo lateral
b. Directo
- Matiz: el efecto que da un color cuando se le mira.
a. Más rojo
b. Más azul
c. Más verde
d. Más amarillo
- Más brillante a más gris.
B. Aprenda a comparar la pintura original con el color
que se esta atomizando.
-
Digamos que el acabado del automóvil
es más oscuro que el color que se esta atomizando: deje
siempre secar la pintura antes de hacer algún ajuste.
Pruebe la descripción del color.
C. Ajuste de las variables de control por parte del pintor.
- Antes de dar tinte a un color, ajuste la claridad u oscuridad.
- El matiz se afectará muy poco al ajustar la claridad
u oscuridad. Si el matiz es correcto, entonces:
- Ajuste de la brillantez u oscuridad.
D. Ajuste de la brillantez u oscuridad del color.
- Métodos para abrillantar un color:
a. Después de atomizar una capa fresca, siga con otra
a medio gatillo, o ajuste la válvula de control de fluido
para dar menos flujo.
b. Aumente la presión en la pistola en incrementos de
5 psi.
c. Agregué más adelgazador, cuando menos un 25%
y use uno de evaporación más rápida que
el que tenga la mezcla.
d. Deje que repose el color rebajado durante 10 minutos en la
taza de la pistola: vierta la parte superior en un recipiente
limpio, agite el material restante y pinte con él.
e. Agregué más resina al color.
- Métodos para oscurecer un color:
a. De dos capas a la parte, mojando la superficie. Abra la válvula
de fluido y reduzca un poco el cono de aspersión.
b. Disminuya la presión en la pistola en escalones de
5 psi
c. Agregue 2 onzas, o 60 ml de retardador, por botella rebajada.
d. Deje asentar el color adelgazando durante 10 minutos, vierta
la parte superior en una taza limpia de pistola, agítela,
ponga la pistola y atomícela.
e. Agregue a la mezcla el color predominantemente oscuro.
E. Si después de ajustar la brillantez
u oscuridad del color el matiz es incorrecto, se necesita dar tinte
para corregir.
- Pasos para dar tinte y obtener el matiz correcto:
a. Decida en que aspecto difiere el acabado original en comparación
con la pintura que aplicó; por ejemplo, el acabado original
es más rojo que la pintura atomizada. Si el matiz no
es el mismo, solo se puede decir que un color es más
rojo, más amarillo, más verde o más azul.
b. Use la tabla adjunta para decidir que color de tinte se debe
usar para obtener el tono adecuado.
c.Todo color puede variar en matiz solo en dos direcciones.
Consulte la tabla adjunta.
F. Una vez determinado el color es necesario
para ajustar el matiz en forma correcta, se debe calcular la cantidad.
- El primer tinte se debe determinar partiendo de la tabla, indicando
la cantidad mínima del tinte que se necesita para cambiar
el color
- El color se debe mezclar por completo, y disparar la pistola
para vaciar la cámara, y atomizar sobre un tablero de prueba,
dejar secar y comparar con el acabado original. Agregue más
tinte en incrementos especificados y repita el proceso.
G. Después de corregir el color
respecto a la claridad-oscuridad y matiz, se debe hacer el ajuste
final.
- Nota: Es imposible hacer más brillante un color sin
echar a perder las correcciones anteriores
- El único modo en que un color puede ajustarse es para
hacerlo más gris o más sucio.
- Para agrisar un color, siga este procedimiento:
a. Atomice una capa fresca seguida de una capa atomizada a medio
gatillo, a una distancia un poco mayor, levantando el polvo
metálico a la superficie.
b. Agregue un poco de blanco mezclado con una cantidad muy pequeña
de negro.
H. Una vez hechas estas tres correcciones
en la secuencia correcta, el color quedará igualado al original
del automóvil.
III. Pruebe la igualación de colores como
sigue: En una esquina de una parte original, desvanezca el color.
A. Use transparente para desvanecer, o solvente para desvanecer.
B. Encinte una esquina de la parte cuando
menos a 15 cm hacia adentro, y atomice el color, simulando una reparación
Carta para la tabla 19-14
| (1) Colores que pueden tener un matiz más
verde o más rojo: |
(a)
Azul |
(c) Oro |
(e) Beige |
(b)
Amarillo |
(d) Púrpura |
(f) Café |
| (2) Colores que pueden tener un matiz más
amarillo o más azul: |
| (a) Verde |
(c) Blanco |
(c) Rojo |
| (b) Marrón |
(d) Negro |
|
| (3) Colores que pueden tener matiz más
amarillo o rojo: |
| (a) Bronce |
(b) Anaranjado |
(c) rojo |
| (4) Colores que pueden tener matiz más
azul o más verde: |
| (a) Aguamarina |
(b) Turquesa |
|
Materiales que se necesitan para
igualar colores usando pinturas Sherwin-Williams |
Colores de laca acrílica |
Colores de esmalte acrílico |
| Metálico L4 S 335 |
Metálico F S 69 |
| Blanco L4 W 301 |
Blanco F5 W 80 |
| Negro L4 B 320 |
Negro F 5 B 81 |
| Oro L4 N 314 |
Oro F5 N 85 |
| Verde L4 G 337 |
Verde F5 G 79 |
| Amarillo L4 y 310 |
Amarillo F5 y 89 |
| Azul L4 L 339 |
Azul F5 L 70 |
| Rojo L4 M 321 |
Rojo F5 P 92 |
| Metálico grande L4 S 345 |
Metálico grande F5 S 101 |
| Capa de base metálica L4 S 349 |
Capa de base metálica F5 S 102 |
| Capa de base metálica grande L4 S 352 |
Capa de base metálica grande P4 S 103 |
| |
|
Torques iniciales de sombriado
para lacas metálicas acrílicas |
| Más claro |
Use L45 335-L4 S 345: |
|
| |
Metálicos claros |
8 cucharaditas |
| |
Metálicos medios |
4 cucharaditas |
| |
Metálicos oscuros |
2 cucharaditas |
| Más Rojo |
Use L4M 321: |
|
| |
Metálicos claros: |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más verde |
Use L4 G 337: |
|
| |
Metálicos claros: |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más amarillo |
Use L4 y 310: |
|
| |
Metálicos claros: |
1 cucharadita |
| |
Metálicos medios |
6 cucharaditas |
| |
Metálicos oscuros |
15 cucharaditas |
| Más azul |
Use L4 L 339: |
|
| |
Metálicos claros: |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más gris |
Use L4 B 320: |
|
| |
Metálicos claros: |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más café |
Use L4 N 314: |
|
| |
Metálicos claros: |
1/2 cucharadita |
| |
Metálicos medios |
1 cucharadita |
| |
Metálicos oscuros |
4 cucharaditas |
| |
L4 S 349-L4 S 352: Para colores de capa base use
solo la mitad de la cantidad indicada. |
Todos los valores se basan en un cuarto de galón de
pintura rebajada. Al principio agregue blanco L4 W 301 o F5
W 80 a los metálicos para alcarar el color de volteo,
o ángulo lateral;
Metálicos claros 1 cucharadita
Metálicos medios 1/2 cucharadita
Metálicos oscuros 1/4 cucharadita |
Dosis iniciales de sombreado para esmaltes
metálicos acrílicos |
| Más claro: |
Use F5 S 69-F5 S 101: |
|
| |
Metálicos claros |
8 cucharaditas |
| |
Metálicos medios |
4 cucharaditas |
| |
Metálicos oscuros |
2 cucharaditas |
| Más rojo: |
Use F5 P 92: |
|
| |
Metálicos claros |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más verde: |
Use F5 G 79: |
|
| |
Metálicos claros |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más amarillo: |
Use F5 y 89: |
|
| |
Metálicos claros |
1 cucharadita |
| |
Metálicos medios |
6 cucharaditas |
| |
Metálicos oscuros |
15 cucharaditas |
| Más azul: |
Use F5 L 70: |
|
| |
Metálicos claros |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más gris: |
Use F5 B 81: |
|
| |
Metálicos claros |
1/4 cucharadita |
| |
Metálicos medios |
1/2 cucharadita |
| |
Metálicos oscuros |
2 cucharaditas |
| Más café: |
Use F5 N 85: |
|
| |
Metálicos claros |
1/2 cucharadita |
| |
Metálicos medios |
1 cucharadita |
| |
Metálicos oscuros |
4 cucharaditas |
| |
F5 S 102-F5 S 103 |
|
| |
Para los colores de capa base, use la mitad de
la cantidad indicada |
Todos los valores se basan en un cuarto de galón
de pintura rebajada


Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Unidad 19-6 Frotamiento,
pulido y retoque sin repintar
El objeto de usar compuestos para lustrar y pulimentar
es múltiple. para lograr buenos resultados se deben aplicar
en forma correcta. Con mucha frecuencia se usan para darle lustre
y tersura a las áreas desvanecidas por reparaciones con laca
o esmaltes acrílicos. También se usan para quitar
rayones a las áreas esfumadas, dar una liga para mejor adherencia
y para pulir y aumentar el lustre de laca acrílica. Se usan
también para aumentar el lustre de una laca anterior y quitar
ligeras imperfecciones de la pintura causadas por rayaduras leves.
Los compuestos de frotar son semejantes a los limpiadores
en pasta y líquido que se usan en un automóvil antes
de encerarlo. Se venden en forma de pasta o líquida. Contienen
un abrasivo mezclado con aceites, agua y solventes; este abrasivo
viene en grados de finura. Consisten principalmente en piedra pómez
y talco, y se usan en cualquiera de sus formas para emparejar la
capa de pintura y hacerla lisa y lustrosa. son para frotar a mano
o a máquina, los hay de diversos granos. Los compuestos que
se usan para lustrar a mano tienen base de aceite para dar lubricación,
y para lustrar a máquina son a base de agua para ayudar a
dispersar el abrasivo en la rueda de la borla.
Por lo general, los compuestos para frotar tienen
partículas abrasivas más gruesas, y los de pulir tienen
partículas finas de piedra pómez. Los de frotar trabajan
en dos formas: las partículas de piedra pómez alisan
y cortan la superficie que se lustra, y esta acción rompe
la piedra pómez formando partículas más pequeñas
al pulir. El lubricante en el que está la piedra pómez
ayuda a evitar rayones y facilita la operación de frotamiento.
La diferencia principal entre los dos compuestos
en que los empleados para frotar a mano usan un aceite de secado
más lento que los compuestos a base de agua para pulir a
máquina. Por este motivo el compuesto permanece en forma
de pasta durante más tiempo; no se debe usar con máquina,
porque tapa la borla de pulir y la hará ineficaz. El compuesto
para máquina seca con más rapidez y pasa a polvo.
Los compuestos para frotar a mano producen en general un lustre
mejor que los compuestos para máquina, por el tipo de líquido
y abrasivos que contienen.
Las áreas pequeñas, como por ejemplo
alrededor de un esfumado (Figura 19-74) se deben trabajar a mano,
y las grandes a máquina. Estas áreas se deben limpiar
con un solvente antes de aplicar la pintura. Cuando se lustran aristas
decorativas se debe tener gran cuidado en no cortarlas; se debe
colocar una cinta de enmascarar a lo largo de la arista para evitarlo.
Después de terminar el lustrado se quita la cinta (masking
tape) y se pule la arista a mano tan solo lo suficiente para obtener
un acabado lustroso. Estas aristas, por lo general, retienen menos
pintura que las superficies y solo se deben frotar un poco.

A una capa fresca de laca acrílica se le
debe dar el tiempo suficiente antes de pulirla. Si no se seca al
calor, se necesita dejarla toda la noche en un trabajo de pintura
completa. El secado en horno o con lámparas a 74 ºC
durante 15 minutos será suficiente para reparaciones locales,
o durante 1 hora para pintura general. Para las partes grandes secadas
con lámparas es suficiente, por lo general, 4 horas de tiempo
de secado. La laca acrílica nunca se debe pulir demasiado
pronto, porque esto podría opacar o hacer aparecer un vaho
en la pintura. Las reparaciones locales y las áreas de esfumando
trabajadas con laca acrílica o esmalte catalizado se pueden
frotar al días siguiente a mano o a máquina, según
se necesite. La tabla 19-15 presenta los diversos compuestos disponibles
de algunos fabricantes.
Tabla 19-15 Compuestos para frotar
y pulir |
| |
Sherwin Williams |
Du Pont |
Rinshed Mason |
Martin Senour |
Ditzler |
| Compuesto para pulir a máquina |
DIT122 |
303S |
853 |
6361 |
DRX16 |
| Compuesto para pulir a mano |
|
|
|
|
|
| Pulido ligero |
DIT273 |
606S |
852 |
6358 |
DRX25 |
| Pulido medio |
DIT271 |
202S |
851 |
6356 |
DRX45 |
| Pulido rápido |
DIT13 |
101S |
854 |
6360 |
DRX55 |
Cada compuesto lustrador se caracteriza por su
distinta velocidad de pulido, método de uso y calidad del
lustre. Si el pintor selecciona mal, se tardará en la terminación
del trabajo y también obtendrá bajo lustre. Antes
de comenzar a usar el compuesto debe comprobar si se descascara
(peladura de naranja) la capa de pintura, si falta lustre, o si
hay grumos de tierra o lugares descubiertos. Muchas veces, si al
pintor se le dificultó aplicar la laca, necesitará
lijar la capa de pintura con grano No. 400 (P800), 500 (P1000) o
600 (P1200), con agua y en seco. A veces se usa el papel lija con
aceite mineral, agua o una solución ligeramente jabonosa.
Esto se hace para eliminar las imperfecciones del acabado y acelerar
la operación de pulido.
El pulido y lustrado a máquina se hace por
lo general con una herramienta motorizada de aire o eléctrica,
ligera, semejante a una pulidora de disco (Figura 19-75), que trabaja
entre 1400 y 2300 rpm. Antes de iniciar el lustre a máquina
el pintor debe colocarse el overol, porque este trabajo le ensuciará
pronto la ropa limpia. Se prefiere una máquina ligera porque
no es tan cansada y produce lustre excelente. PAra frotar se usa
un disco y para lustrar se usan borlas o cojines de lana. Se debe
tener gran cuidado al emplear la máquina, para mantenerla
en movimiento constante y evitar quemar la pintura, o penetrar en
ella.
Las técnicas de lustrar y pulir son semejantes
a las de lijar, ya sea a mano o máquina. Cuando se lustra
a mano se dobla un trapo sin pelusa para hacer un medio grueso al
que se aplica el compuesto, previamente mezclado. Se aplica a la
superficie, y la parte se frota y lustra con movimientos rectos
de vaivén y al mismo tiempo se aplica presión de media
a intensa (Figura 19-76). Cada vez se trabaja un área de
unos 60 por 75 cm; si el compuesto seca demasiado rápido
se puede esparcir algo de agua en el área, para mantenerla
suficientemente mojada. Lustrar a mano una parte grande toma bastante
tiempo y es cansado. Para hacer el lustre mínimo es importante
aplicar la capa de pintura tan fresca como sea posible con el adelgazador
adecuado para obtener un lustre alto después de la aspersión.

Cuando se lustra a máquina el compuesto
se aplica a la parte con un envase de exprimir (tipo pasta dentífrica),
o una brocha de cerdas gruesas. A continuación se frota el
área con una borla en la máquina. El equipo y el tipo
de borla determinan el método de fijar esta a la máquina.
Frote solo una zona cómoda de alcanzar a la vez, porque el
compuesto tiene la tendencia a secarse; a veces se debe rociar un
poco de agua para mantenerla mojada lo suficiente, y al mismo tiempo
observe la acción penetrante del compuesto, a medida que
el trabajo finaliza. Se aplica a la máquina una presión
ligera a media si es necesario, mientras este girando, y se mueve
de un lado a otro para que los taslapes sean de 50% entre viajes
sucesivos. Estos se inician con movimiento de izquierda a derecha
o a la inversa. El lado derecho de la borla o cojín se eleva
un poco cuando se mueve hacia la derecha, y se levanta un poco el
lado izquierdo cuando el movimiento sea hacia la izquierda. O bien,
si se mueve de arriba a abajo o hacia adelante y atrás, se
levanta la parte de la borla que esta más cercana al operador,
un poco, en el movimiento hacia abajo; el movimiento hacia arriba
se hace levantando la parte de la borla más lejana al operador.
La cantidad de compuesto que se aplica no debe
ser excesiva, y nunca se debe aplicar la borla en forma directa.
El compuesto se debe aplicar a la parte, y a continuación
se recarga en ella la borla, deslizándola por toda el área
para distribuir el compuesto. Un ciclo de lustre podría constituir
en dos viajes de izquierda a derecha y hacia adelante y hacia atrás.
Si queda un exceso de compuesto después de un ciclo, significa
que inicialmente se usó demasiado compuesto. Si desaparece
con mucha rapidez de la superficie, quiere decir que no se usó
lo suficiente. Al terminar cada zona se inicia una nueva hasta haber
terminado el trabajo. Se debe observar la acción penetrante
o de corte del compuesto, para que toda el área que se pulió
tenga el mismo efecto de lustre. Para evitar penetraciones en la
capa mantenga siempre la máquina en movimiento.
Las ventajas de pulir a máquina son ahorro
de tiempo y que la borla no se tapa. Si esta necesita limpieza,
se puede usar una espátula o un destornillador sin filo para
frotar la borla mientras gira; esta acción la destapará
y limpiará.
Al terminar el lustrado se quita la borla y se
reemplaza por un disco de pulir o un bonete de lana, y se pule del
mismo modo la parte, zona o vehículo sin usar compuestos.
También se puede usar un pulimento como el de la figura 19-77
para llenar las marcas del giro y aumentar el lustre del acabado
de la laca.

Una capa de laca acrílica se pule hasta
que se alcance un lustre satisfactorio que este libre de defectos
y sea muy liso al tacto. Al lustrar un acabado de esmalte acrílico
en una reparación local se opacará el acabado un poco.
Problemas del lustrado y sus soluciones
El corte o penetración en una parte, o en
las aristas decorativas, por lo general son causados por demasiado
pulido; para evitarlo, encinte todas las aristas y líneas
decorativas, porque si se dañan se tendrán que reparar.
Si hay mucho descascaramiento y demasiada aspersión, se ahorrará
tiempo empleado lijado en agua antes de lustrar; asegúrese
de emplear el adelgazador y las técnicas de aspersión
correctos a la siguiente vez. Cuando se presentan cortes a la mitad
de una parte plana, se deben por lo general a un espesor insuficiente
de la capa de la pintura. Habrá que reparar la zona o la
parte completa. si la borda se tapa con rapidez y los resultados
son malos, la causa más probable es haber usado o un compuesto
de lustrado a mano cuando se pule a máquina. Para corregir
este caso, se debe cambiar la borla, o limpiar lo necesario; asegúrese
de emplear los compuestos correctos.
Después de pulir al vehículo, será
necesario lavarlo por completo incluyendo todos los rincones, partes
cromadas, de vidrio, molduras y plástico exterior. Todas
las superficies se deben secar con una gamuza o un buen trapo; no
olvide el interior de las ventanas, el tablero de instrumentos y
el volante, así como los tapices. todas las alfombras y el
decorado interior se deben limpiar con aspiradora. Todo debe estar
limpio a disposición del cliente.
Reparación de acabados nuevos de pintura,
sin pintar
Con la llegada de los sistemas de capa base y capa
transparente en los vehículos nuevos, el consumidor se ha
vuelto más perceptivo a la calidad más que antes.
Esos acabados son bastantes delgados, de 3.5 mils o un poco mayores,
espesor total entre el metal y la superficie exterior. El empleo
de capas transparentes aumenta cualquier defecto en el color de
la capa base, como por ejemplo rayaduras, concavidades, atomización
en seco, nóludos de tierra, mala orientación de metal
o mica, y aspersión seca de la capa base. Cualquier imperfección
que se hace aparente en el acabado de la capa base lo aumentará
la capa transparente es el sistema que más emplean los fabricantes
de vehículos.
La introducción de esos sistemas de pintura
hace necesarias nuevas técnicas y equipo para poder llevar
a cabo reparaciones satisfactorias. A veces se debe que este sistema
es de acabado de finura, porque se necesitan conocimientos adicionales,
técnicas delicadas y orgullo en el trabajo efectuado. Se
puede obtener un acabado perfecto sin defectos, cuando el trabajo
se hace en forma correcta. Se conocen bien algunos procedimientos,
pero algunos materiales hacen necesario variar el método.
En los acabados anteriores se usaba lija No. 600
(P1200). con el sistema de capa base y capa transparente, no se
debe usar lija de grano más grueso que el 1500. Estos acabados,
que son pinturas de una o varias etapas, son por lo general más
duros, y se usan lijas de grano 1200 a 200, y bloques de grano 1500
a 3000 (Figura 19-78). Si uno de esos acabados es suave, se debe
a que ha sido repintado y aplicado una capa demasiado gruesa, por
lo que la pintura no curó en forma correcta. Una lija No.
2000 sería demasiado áspera y agresiva en ese caso.
Las capas de pintura convencional son más suaves, y dará
mejores resultados usar lija y bloques de grano 1200 a 1500 para
acelerar el proceso de reparación. La lija de grano 2000
se debe usar para quitar las marcas más profundas de lijado;
con ello se ayudará a eliminar los defectos y acortar el
período de lustre con los compuestos limpiadores de vidriado
que se recomienden.
Para medir la dureza de la capa de pintura se puede
comprar un medidor pero también se puede usar como sustituto,
un bolígrafo. La pluma se mantiene en forma vertical a una
distancia de 7.5 a 10 cm de la superficie de la pintura, se deja
caer sobre ella y si la punta del bolígrafo penetra la pintura,
la capa es suave.
Una vez identificados los defectos, se deberá
determinar el proceso a seguir para las reparaciones. Compruebe
el tipo de acabado en el vehículo, puliendo un poco con un
trapo. El acabado no es transparente si algo de pintura pasa al
trapo. Si no pasa pintura, tiene acabado transparente. Si se necesita
lijado, se puede usar una lija grano 2000 con presión muy
ligera.
El pintor debe decidir entonces si se debe usar
lija o alguna lima especial para quitar el defecto. El lijado o
lustrado solo pueden dar los resultados requeridos o bien el lustre
puede restaurarse puliendo o usando vidriado. Para obtener los mejores
resultados se deben usar los materiales de un solo fabricante.
La zona que necesita las reparaciones se debe lavan
con detergente suave y agua. A continuación se limpia con
un solvente de grasas y ceras. El pintor debe decidir entonces si
el primer paso es lijado o si usará una lima de hojalatero
(Figura 19-79). Estas limas son una novedad para los talleres, aunque
las fábricas las han usado por años. Con el uso adecuado
de esa herramienta se pueden eliminar escurrimientos, concavidades,
nódulos de polvo, y otros defectos de pintura sobre o incluidos
en la superficie de la pintura. Se pueden comprar esa limas o fabricar
a partir de limas de hojalatero que no sean demasiado gruesas. Como
las limas se fabrican con acero endurecido, se necesita un arco
de plasma, o sierra de abrasivo para cortarlas. Una vez cortadas
y enfriadas se deben desvanecer los extremos con una piedra de esmeril
o de afilar. Se deben redondear todas las aristas y filos agudos
para que puedan descansar los dientes contra la pintura. Se debe
pegar la lima a un bloque de madera para tener más sujeción.
La lima se puede destapar o afilar frotándola con cuidado
a lo largo de una lija de grano 1200 o 1500 sobre una superficie
plana. dura y lisa.


La lima de picos sucios (pintor) se usa con pasadas
cortas y rectas solo en una dirección. Tan solo se necesitan
una o dos pasadas para quitar el defecto. Cuando se usa en forma
correcta, la lima elimina el defecto sin dañar mucho la pintura
vecina. Cualquier porción del defecto que quede se debe quitar
lijando.
Cuando el defecto esta en la superficie se debe
emplear un bloque de lija, pero si esta bajo la superficie de la
pintura se usa papel lija sin bloque para corregirlo. Se debe recordar
que los defectos más serios se deben reparar con lija de
grano más grueso. Pero siempre se debe terminar con una lija
de grano microscópico. Las lijas que se fabrican hoy tienen
grano mucho más uniforme que las de antes. Estas causaban
rayaduras profundas a la capa de pintura y se requerían de
compuestos lustradores y pulimentos para quitarlas.
Las reparaciones se deben hacer tan restringidas
como sea posible. La lija o el bloque se debe remojar en agua durante
15 minutos cuando menos antes de usarlas. Cuando están listas,
se debe lubricar el área que se va a lijar con una esponja
mojada. Se debe exprimir ligeramente para enjuagar el área.
Esta siempre se mantendrá húmeda durante el lijado,
porque el agua es el lubricante.
Cuando se usa un bloque de lija para quitar defectos
aislados de la capa de pintura, se usa un movimiento circular estrecho
para mantener el área tan pequeña y tan cercana al
defecto de pintura como sea posible. De preferencia, los bloques
se deben conservar en agua cuando no se usen; al reducir el defecto,
se debe cambiar el bloque por uno de lija de grano más fino,
y continuar el lijado. Cuando el defecto haya desaparecido en un
90%, se usa un bloque de lija microfina para terminar el emparejamiento
y preparar el área para lustrar. Si el área por lijar
tiene una orientación complicada o se encuentra en una zona
de acceso difícil, se puede frotar con bloque de lija en
seco, la forma del bloque se cambia para adaptarla al contorno.
Cuando el bloque es nuevo, se pueden redondear sus aristas.
Cuando se lija con estos productos, se debe usar
un bloque como el de la figura 19-80. La lija se envuelve estrechamente
alrededor de este cojín, que es semirrígido para distribuir
uniformemente la presión ejercida por la mano sobre la lija.
Al usar ese cojín se obtiene una distribución uniforme
del lijado, que necesita un mínimo de pulimento con limpiadores
de vidriado y compuesto lustrador. Los viajes de la lija siempre
deben ser en una dirección y rectos. La abrasión de
la lija se debe limitar al área mínima. Los viajes
deben ser paralelos al sentido longitudinal del vehículo,
y si se lleva a cabo la operación con cuidado, evitará
que haya concavidad o coronamiento de la superficie donde haya un
defecto en la capa transparente (Figura 19-81). Cada 10 a 12 pasadas
se debe apreciar el progreso del lijado, se limpia con la esponja
o el trapo, y se seca la superficie. También se puede usar
un filo de hule para secar el área, si se desea. Si el defecto
continúa en el transparente, se debe seguir el lijado de
nuevo hasta obtener una reparación de alta calidad. Tenga
cuidado de no lijar demasiado y penetrar el transparente, porque
si sucede se necesitará repintar por completo la parte.


El trabajo de lijado siempre se debe terminar con
una lija microfina (grano No. 2000). Se reducirá el uso de
compuestos de pulimento y lustre si el lijado se hace en forma correcta.
Después el área se limpia muy bien para prepararla
para las etapas finales de lustrado.
Nota: Recuerde mantener húmeda
siempre el área que se va a lijar. Se puede emplear una pequeña
cantidad de pulidor con el agua, para una lubricación adicional.
Técnicas de lustrado
Cuando se da lustre a acabados nuevos de capa transparente,
el pintor debe tener mucho más cuidado y atención
que al lustrar y pulir las pinturas que antes se usaban. La selección
de la máquina ideal de lustrado está determinada por
las condiciones siguientes: destreza del operador, tipo de pintura,
tipo de material que se va a usar, y los resultados que se esperen.
Se pueden usar dos tipos de máquinas lustradoras: la orbital
y la rotatoria.
La lustradora orbital se usa principalmente para
aplicar productos no abrasivos y obtener mayor lustre sin que haya
marcas circulares en el acabado. Este tipo de lustrador da resultados
muy semejantes a los que se obtienen cuando se aplican pulimentos
y se lustra a mano. La gran diferencia es que se requiere mucho
menos energía para lograr buenos resultados. Las lustradoras
orbitales no son adecuadas para la eliminación de pintura
oxidada o defectos de pintura, por su incapacidad de dar fricción
suficiente. Los operadores cuya destreza sea limitada la deben usar,
porque si usan una rotatoria, tienden a penetrar en el transparente,
en especial en las aristas y líneas decorativas.
La máquina que usan los profesionales es
la lustradora rotatoria (Figura 19-82). Esta se puede adquirir en
diversas velocidades. El tipo de pintura en la superficie determina
la velocidad que más se debe usar. Los acabados modernos
se deben lustrar con una máquina de 1200 a 1750 rpm, porque
crean menor calor y electricidad estática en las superficies
rebeldes. La laca acrílica y los esmaltes acrílicos
convencionales se pueden lustrar con una máquina de mayor
velocidad, de 1750 a 3000 rpm. Se necesita más destreza para
usar una lustradora de alta velocidad. También es posible
comprar lustradoras de velocidad variable. Es de mucha importancia
adquirir una máquina que produzca resultados de alta calidad.
Hay muchos tipos de borlas o cojines lustradoras
en el mercado (Figura 19-83). Las de lana pueden ser demasiado ásperas
y dejar marcas circulares. También hay nuevos materiales
de pulimento, lustre y vidriado. Los materiales se deben comprar
de una sola marca, porque se fabrican con diversas asperezas para
complementarse entre si. Tenga cuidado siempre de revisar la borla
que se va a usar para asegurar que este limpia. Cambie discos, borlas
y bonetes según sea necesario para asegurar su limpieza.
Cámbielos para evitar la acumulación de residuo de
diversos compuestos.
El material que se va a usar esta determinado por
el tipo de trabajo necesario para dar lustre. En caso que se necesite
pulir o lustrar cerca de un contorno o una arista decorativa, lo
mejor es protegerlos enmascarándolos. La rueda de pulir se
mantiene bastante plana contra la superficie. a un ángulo
aproximado de 5º, y la presión solo debe ser el peso
propio de esta. El material pulidor se aplica según sea necesario
y se revisa con frecuencia la superficie para ver sus condiciones.
Los fabricantes de esos productos tienen un surtido
de materiales para el trabajo que se va a hacer. Use solo el material
necesario, que por lo general es poco. El disco de lustrar se debe
emplear para esparcir uniformemente el material sobre la superficie,
antes de iniciar el lustrado propiamente dicho. Se debe emplear
un movimiento circular lento para lustrar y desvanecer el área
en la zona vecina.
Será necesario pulir a mano, con un trapo
limpio, para aplicar vidriado sellador y tapar las rayaduras finas.
El vidriado se frota bien en la superficie de la reparación
y se desvanece en el área vecina, si es necesario. Una vez
pulida, la superficie se limpia con una toalla limpia, suave y seca.
Antes de aplicar el vidriado asegúrese que las rayaduras
sean muy finas para que las pueda llenar y cubrir el vidriado. Pero
cuando se lava varias veces el vehículo, esas rayaduras pueden
volver a aparecer.
Nota: Aplique siempre el compuesto
de pulir o lustrar, o la cera liquida, en forma directa sobre el
acabado, en bandas, que pueden ser de 38 cm de largo y a 30 cm de
distancia. El producto se debe lustrar de inmediato antes que comience
a secar. Traslpe siempre las pasadas de lustrado un 50% para evitar
que omita algún lugar. En los transparentes modernos se debe
emplear la técnica de pulimento húmedo para evitar
las marcas circulares. Se suspende el lustrado cuando el producto
se comienza a descomponer y a secar en general. Use un trapo limpio
y suave para limpiar el residuo Las aristas decorativas que se enmascararon
se deben terminar a mano.
El lustrado tiene la tendencia a producir demasiado
calor y puede hacer aparecer vaho en la superficie transparente
que se lustra. Esto hace que el producto se seque en forma prematura
y sea difícil de quitarlo. La solución al problema
del calor es humedecer la zona con un trapo empapado en agua fría.
A continuación se seca la superficie y continúa el
lustrado. Si se desarrolla electricidad estática en la superficie
que se pule, el material se puede volver gomoso y formar bolas,
o secarse en forma de capa. Esto sucede con mayor frecuencia en
superficies de plástico, o plástico reforzado con
fibra de vidrio. Si se presenta ese problema, se debe conectar el
vehículo a tierra.
Unidad 19-7 Terminado
de partes exteriores e interiores de plástico
Las partes interiores de plástico, que se
pueden pintar, son de tres tipos generales: polipropileno. ABS (acrilonitrilo-butadieno-estireno),
y vinilo (cloruro de polivinilo). Es importante que el pintor pueda
identificar cada una de ellas para pintarla en forma correcta. Los
fabricantes no aprueban la pintura completa del colín suave
del asiento o de la cubierta del respaldo del asiento, de vinilo.
El plástico que se usa más en el interior de los automóviles,
a excepción de esas dos partes, es el polipropileno.
Hay dos pruebas que puede hacer el pintor para
identificar un plástico:
- La prueba de ABS o polipropileno: Con una navaja afilada saque
una escama de plástico de un lugar oculto o de la parte
posterior del plástico. Sujete la escama con pinzas o déjela
en una superficie limpia no combustible, y a continuación
enciéndala. Observe con cuidado como arde. El polipropileno
arde sin humo visible. El ABS arde despidiendo mucho humo negro
que permanece en el aire durante algún tiempo (Figura 19-84).
- La prueba del vinilo: Con una llama adecuada, como por ejemplo
la de un soplete de propano, caliente al rojo un alambre de cobre.
Toque la parte posterior o algún lugar oculto del plástico
con el alambre caliente, para que se le quede pagado algo de plástico.
Regrese el alambre a la llama. Vea si esta verdiazul. lo cual
indica que el plástico que se prueba es vinilo (Figura
19-84c)

Para pintar partes de polipropileno se necesita
usar un imprimador especial (véase tabla 19-16 y Figura 19-85).
Como el polipropileno es duro, se debe pintar con laca acrílica
convencional, después que se haya secado el imprimador. Si
no se usa el imprimador correcto en esas partes, la pintura no resultará
buena y por lo general habrá problemas de descascaramiento
(peladura de naranja).
Las partes de deben lavar muy bien con solvente
limpiador de pinturas, como el Acryli-Clean, Pre-Kleano, Prep-Sol
o algo equivalente (véase tabla 19-17). Se deber seguir todas
las instrucciones de la etiqueta. Se aplica una capa delgada y fresca
de primario de polipropileno con las instrucciones de la etiqueta.
La frescura del imprimador se determina observando la reflexión
por lustre de la atomización aplicada, con iluminación
adecuada. El imprimador debe cubrir todas las orillas. Se aplica
una presión de 30 a 35 psi en la pistola. Durante el tiempo
de evaporación, que por lo general es de 1 a 10 minutos,
se aplica color de laca acrílica de interiores según
sea necesario, y se deja secar antes de instalar la parte. Al aplicar
el color durante el tiempo de secado se logra la mejor adherencia
de las capas de color (Figura 19-86). El tipo de laca que se use
es la que tenga el lustre adecuado para la parte y el lugar que
se tengan. La mayor parte de la pintura que se usa es mate semilustrosa,
o tiene el porcentaje de lustre impreso en la tabla de claves de
color.
Las partes rígidas o duras de ABS no necesitan
imprimador, porque las lacas acrílicas convencionales para
interiores se adhieren bien a este material. La parte se lava con
cuidado con el solvente de limpieza adecuado. Se aplica la laca
acrílica de color, según la combinación que
se trate. Solo se aplica la pintura sufici8ente para tener un ocultamiento
adecuado y evitar el desvanecimiento del grano. La parte se deja
secar antes de instalarla.

| Tabla 19-17 Materiales que se usan para tratar superficies no metálicas sin pintar |
Superficie |
Limpiador |
Prep. de superficie |
| Fibra de vidrio |
3919S o 3929S |
Lijado |
| Capa de gel |
Lavado con jabón 3919S 03929S |
Lijado |
| Plástico flexible |
3919S o 3929S |
Lijado, 3812S o 3929S |
| Plástico rigido |
Lavado con jabón 3919S 03929S |
Lijado |
| Plástico rigido no poroso |
Lavado con jabón 3919S 03929S |
Lijado |
| Hule |
3919S o 3929S |
Lijado |
| Vinilo |
Lavado con jabón 3919S 03929S |
Lijado |
| Madera |
No se requiere |
Lijado, 3812S o 3929S |
| Madera, fibra aglomerada |
3919S o 3929S |
Lijado |



Para pintar partes flexibles, como las intermedias
entre defensas y salpicaderas, o en la cara FACIA o de la defensa,
se debe emplear un producto flexible (véase Figura 19-87).
La parte se prepara en la forma normal; a continuación se
atomiza en ella 355S o algo equivalente, y se deja secar de acuerdo
con las recomendaciones del fabricante. Luego se agrega 1 parte
de 355S a 1 parte de laca acrílica y 1 parte de adelgazador
y se mezclan bien en la taza de la pistola. La mezcla se atomiza
en la parte en capas sucesivas, dejando tiempo de evaporación
entre ellas, Para la atomización se usa una presión
de 25 a 35 psi en la pistola (Figura 19-88).
Las partes exteriores flexibles también
se pueden reparar empleando esmalte acrílico y catalizador
de uretano. La limpieza se lleva a cabo con el solvente adecuado;
a continuación se lija la parte con lija de grano 320 (P400)
teniendo cuidado de no penetrar en el imprimador original o llegar
al substrato flexible. Se agrega la cantidad adecuada de catalizador
al esmalte sin adelgazar; a continuación se adelgaza según
las instrucciones del fabricante, agitando al mismo tiempo. El automóvil
se enmascara y se limpia el área con trapo de ligante si
es necesario. Se aplica la pintura (Figura 19-89) con una presión
de aire entre 50 y 65 psi en la pistola, con una capa bien fresca,
que actúe como sellador. Esa capa se debe secar durante 20
minutos y le siguen dos capas medio frescas, que se dejan evaporar.
Si la capa superior es de pintura metálica, será necesario
aplicar una capa de liga para emparejar las escamas metálicas.
Como el material sobrante esta catalizado, se debe desechar y limpiar
la pistola con un buen adelgazador.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Pintura de partes de vinilo y ABS flexible (suave)
El material de la cubierta exterior suave del tablero
de instrumentos se fabrica principalmente con ABS modificado con
PVC o vinilo. Este mismo material se usa en muchas orillas de la
puerta, pero el acojinado suave bajo las cubiertas de ABS es por
lo general de espuma plástica de uretano.
Los vinilos flexibles son los que más se
usan en los contornos de asiento, algunas vestiduras de puerta,
de techo, etcétera. Con telas recubiertas. Los vinilos duros
se usan en asas auxiliares de respaldo de asiento, ganchos de prendas,
insertos de molduras exteriores y algunos tableros de puertas.
El sistema de pintura para ABS flexible y para
vinilo es color interior de vinilo y una capa superior de vinilo
transparente. No se necesita ni imprimador-sellador, ni imprimador.
Las partes se lavan muy bien con un solvente de limpieza y preparación
para vinilo, por ejemplo Vinyl Prep Conditioner, Vinyl Prep o equivalente.
Se quita el limpiador con un trapo limpio sin pelusa cuando la parte
esta todavía húmeda del limpiador. Tan pronto seca
la superficie, se aplica el color de vinilo para interiores en capas
frescas. Se debe dejar secar lo suficiente, y entre las capas se
deben seguir las instrucciones de la etiqueta. Se determina el color
adecuado con la clave de color de la vestidura, y solo se usa el
color suficiente para tener un buen ocultamiento, para evitar emparejar
la textura.
Antes que el color se evapore por completo, se
aplican dos capas frescas de transparente vinílico. Al aplicarlas,
se debe tener cuidado para que el lustre coincida con el de las
partes adyacentes. El tablero de instrumentos se debe cubrir con
un vinilo no lustroso. Se aplica una capa transparente para controlar
el lustre y evitar que el color se desprenda por frotamiento después
de secarse. Se deja secar el tablero antes de instalarlo.
Si no esta seguro del método que se vaya
a emplear, vea si la parte esta en la International Organization
Code (clave internacional de organización). A continuación
compárela con las tablas 19-18 y 19-19 y determine los materiales
adecuados para el acabado de los diversos tipos de plástico.
Si no hay clave, se aplica el sentido común;
por ejemplo, clasifique los tipos de materiales para exteriores
en flexibles o duros, y para el interior, sean flexibles o duros.
Las partes exteriores duras o rígidas se deben tratar como
plástico reforzado con fibra de vidrio, si hay alguna duda.
Las partes exteriores flexibles (semirrígidas) necesitan
la adición de un aditivo flexible a la pintura. Las partes
interiores duras o rígidas se pueden pintar con pilicarbonato
(Lexan), porque los solventes debilitan la integridad de este material.
La mayor parte de los plásticos que necesitan terminado serán
de polipropileno, que requiere el uso de un imprimador plástico.
Para las partes interiores flexibles (semirrígidas)
se recomienda el empleo de colores de vinilo. La segunda alternativa
es el uso de color acrílico para interiores, de laca, y un
aditivo flexible.
Tabla 19-18 Sistemas de pintura
en interiores |
| Símbolo |
Plástico |
Primario |
Acabado |
| ABS |
Acrílonitrilo-butadieno-estireno |
Número |
LA |
| CPE |
Polietileno clorado |
P3C24 |
LA |
| EP |
Epoxi |
P2A43-P2N44 |
LA |
| E/P EPM |
TPO, TPR (hule termoplástico) |
P3C24 |
LA y V2V297 |
| EP DM |
Monómero etileno-propileno dieno |
P3C24 |
LA y V2V297 |
| E/VAC |
Acetato de etileno y vinilo |
P3C24 |
LA y V2V297 |
| MF |
Melamina |
P2A43-P2N44 |
LA |
| PF |
Fenólica |
P2A43-P2N44 |
LA |
| PA |
Nylon |
P2A43-P2N44 |
LA |
| UP |
Poliéster, termofraguado |
P2A43-P2N44 |
LA |
| PE |
Polietileno |
P3C24 |
LA |
| PPYO, PPO |
Noryl |
P2A43-P2N44 |
LA |
| PP |
Polipropileno |
P3C24 |
LA |
| TPUR |
Poliuretano, termoplástico |
Ningún |
LA y V2V297 |
| PUR |
Poliuretano, termofraguado |
Ningún |
LA y V2V297 |
| PVC |
Vinilo |
Ningún |
Color de vinilo |
| SAN |
Acrilonitrato de estireno |
Ningún |
LA |
| UF |
Urea formaldehido |
P2A43-P2N44 |
LA |
| PS |
Poliestireno |
P2A43-P2N44 |
LA |
- LA es laca acrílica
- P2A43-P2N44 es un acondicionador y primario tipo acrílico
- P4V34 es una poliolefina en primario.
- V2V297 es un aditivo flexible para laca acrílica;
cuando el plástico sea flexible, use V2V297
|
Tabla 19-19 Sistemas de acabados
para exteriores |
| Símbolo |
Plástico |
Primario |
Acabado |
| ABS |
Acrilonitrilo butadieno-estireno |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| CPE |
Eposi de piletileno clorado |
P3C24
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L, A/E, CA/E
A/L
A/E
CA/E |
| E/P EPM |
TPO, TPR (hule termoplástico) |
P3C24 |
A/L y V2V297
CA/E |
| EP DM |
Monómetro de etileno/propileno dieno |
P3C24 |
A/L y V2V297
CA/E |
| E/VAC |
Acetato de vinilo y etileno |
Ningún |
A/L y V2V297
CA/E |
| MF |
Melamina |
P2A43-P2N44
E2R34-E2A35
E2R27/E2A28 |
A/L
A/E
CA/E |
| PF |
Fenólico |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| PA |
Nylon |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| UP |
Poliéster termofraguado |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| PE |
Polietileno |
P3C24 |
A/L, CA/E o
V2V297 y A/L |
| PPYO, PPO |
Noril |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| PP |
Polipropileno |
P3C24 |
A/L, CA/E o
V2V297 y A/L |
| TPUR (TPU) |
Poliuretano, termoplástico
si tiene imprimador de fábrica:
si no tiene imprimador |
Ningún
Ningún
E2G973-R7K242 |
A/L y V2V297
CA/E
CA/E |
| PUR |
Poliuretano, termofraguado
si tiene imprimador de fábrica:
si no tiene imprimador: |
Ningún
Ningún
E2G973-R7K242 |
A/L y V2V297
CA/E
CA/E |
| PVC |
Vinilo |
Ningún |
Color de vinilo |
| SAN |
Estireno-acrilonitrillo |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
| UP |
Urea formaldehido |
P2A43-P2N44
E2R34-E2A35
E2R27-E2A28 |
A/L
A/E
CA/E |
Fuente Sherwin Williams Canadá, Ltd.
- Use aditivo flexible V2V297 en la laca, para plásticos
flexibles.
- Use V6V241 o V6V247 Polasol en esmalte acrílico
para plásticos flexibles.
- LA es laca acrílica.
- EA es esmalte acrílico.
- EAC es esmalte acrílico catalizado.
- P2A43 y P2N44 son imprimadores-acondicionadores acrílicos.
- V2V297 es un aditivo flexible para laca acrílica.
- E2R34 y E2A35 son imprimadores-selladores para esmalte
acrílico.
- E2G973 y R7K242 son imprimadores de lavado vinilicos
para plásticos sin primario.
- P3C24 es imprimador de poliolefina y se recomienda para
plásticos automotrices exteriores para los que
otro imprimador no dé la adherencia correcta. El
empleo de P3C24 para otras aplicaciones exteriores debe
contar con la autorización del laboratorio.
|
Techos de vinilo
Los materiales vinílicos instalados sobre
los techos también necesitarán pintura. El vehículo
se debe lavar para quitar la tierra de la superficie, y a continuación
se debe secar esta. Después se limpia la superficie de vinilo
con una solución de jabón y una escobeta para quitar
la mugre que haya quedado entre la textura rugosa, y se enjuaga.
Una vez seca, la superficie se limpia con un limpiador para vinilo
(Figura 19-90).
A continuación se enmascara el área
según sea necesario (Figura 19-91): El material se limpia
de nuevo con un acondicionador de vinilo (Figura 19-90) o algún
otro producto (Figura 19-92)(véase la tabla 19-18). Se debe
aplicar con un trapo, y las pasadas deben ser en una sola dirección.
Este material se seca del mismo modo, después de 30 a 60
segundos, para quitar los contaminantes. Use un trapo sin pelusa.
Cuando seque, se debe limpiar con un trapo con ligante para quitar
todas las partículas de polvo que queden en la superficie
de la tela.
Hay muchos fabricantes de productos para recubrir
las superficies de vinilo de los techos automotrices. Cada uno recomienda
técnicas que pueden diferir un poco entre sí. Por
tanto, antes de pedir el material compruebe el código o clave
de moldura en la placa del vehículo (Figura 19-93). A continuación
busque el código en un libro o folleto para colores de interiores
e identifique el color necesario (Figura 19-94).
Se compra el color y se leen todas las instrucciones
de aplicación; el material se agita y se cuela al pasarlo
a la taza de la pistola. Si se necesita rebajar, se debe hacer lo
que recomiende el fabricante, con un buen adelgazador de laca acrílica.
A continuación se aplica una mano delgada a la superficie
de vinilo, y se deja evaporar de 10 a 15 minutos, o lo necesario.
Antes de aplicar la segunda capa se debe comprobar la adherencia
de la primera. Este material tiene una gran capacidad cubriente,
y por lo general solo se necesita aplicar una capa más para
un ocultamiento completo. Cuando este seco al tacto, se puede quitar
la cinta de enmascarar (Figura 19-95).



Cuando se quiera igualar un color de fábrica,
téngase en cuenta que si se aplican muchas capas se puede
variar el color de la pintura. El material se aplica con la pistola
a una presión de 20 a 30 psi. Cuando se usa en condiciones
normales de temperatura, y en cualquier superficie para la que este
hecho el material, la capa de color necesita 48 horas para alcanzar
su adherencia máxima.
La Figura 19-94 No se muestra por exceso de dimensiones

Unidad 19-8 Localización
de Fallas y defectos de pintura
El objeto de esta sección es presentar al
aprendiz de pintor los defectos de pintura, para que pueda reconocer
sus causas y corregirlos.
Estrellado
Las grietas finas y diminutas en el acabado, por
lo general, solo están en la superficie de la pintura. Este
caso se debe casi siempre a una capa demasiado gruesa de transparente
final, o a cambios súbitos de temperatura. La superficie
se debe lijar y volver a pintar (Figura 19-97).

Encogimiento y separación
Este caso se debe a la contracción y ruptura
del material. Lo causa la aplicación de pintura en capas
gruesa, o el tiempo insuficiente de secado entre capas. Se debe
quitar la pasta del área afectada y aplicarse de acuerdo
con las instrucciones (Figura 19-98).
Ampollamiento
Este defecto se debe a aceite o humedad en los tubos de
aspersión, o a variaciones de temperatura entre los materiales
en el taller y la superficie que se pinta, o a mucha humedad. Para
reparar la zona, quite las ampollas y lije hasta llegar al metal.
aplique imprimador y pintura (Figura 19-99).
Cráteres y arrastramientos
Son defectos superficiales en una superficie recién
pintada, y se deben a que la pintura se ha retirado de lugares pequeños,
que por lo general tienen forma redonda. Este caso se debe a que
hay aceite o humedad en los conductos de aspersión, o contaminación
por silicona debida a los productos que se usan en algunas operaciones
de acondicionamiento de superficies. Para reparar las superficies
recién pintadas. Abella con solvente, límpielas muy
bien, y vuélvalas a pintar. Si la superficie se seca antes
de haber notado el defecto, lije y vuelva a pintar las áreas
dañadas (Figura 19-100).
Ojos de pescado
Son pequeños cráteres en la superficie terminada,
que a veces tienen el tamaño de una moneda, y están
rodeados por un anillo. Los causa la contaminación de la
superficie con silicona. Para repararlos, lave la pintura cuando
aun este fresca, límpiela muy bien y vuélvala a pintar
(Figura 19-101).




Piquetes de Hormiga
Son roturas de una capa de pintura, no mayores que la cabeza
de un alfiler, que dejan expuesta a la superficie inferior. Se deben
a aceite o humedad en el equipo o materiales aplicados a una superficie
fría, o por usar un solvente de evaporación demasiado
rápida, que hacen que la superficie se seque y el adelgazamiento
no sea correcto.
Para repararlos, lije el área afectada y
vuélvala a pintar (Figura 19-102).
Escurrimientos y bordes
Una capa de pintura que baja por su propio peso y que presenta un
borde o plegamiento gruesos en su parte inferior se debe a una aplicación
demasiado gruesa de la pintura, o que se ha rebajado demasiado.
Para repararlos, lave con solvente antes que seque el material y
vuelva a pintar. Si se seca la superficie, líjela y vuélvala
a pintar (Figura 19-103).
Arrugamiento
El plegamiento de una capa de pintura en su superficie causa una
apariencia rugosa; se presenta cuando la capa este seca en la superficie
pero permanece suave abajo. Esto se debe a que el material se ha
aplicado en capas gruesas, en especial en tiempo húmedo y
cálido, o por no agregar el retardador antes de secar con
lámparas o en horno. Para repararlo, deje que se seque por
completo, lije las áreas afectadas para eliminar las arrugas
superficiales, y vuelva a pintar (Figura 19-104).
Hinchamiento de rayaduras
El hinchamiento de las rayaduras de arena es una reproducción
muy amplificada de las marcas de lijado en el acabado bajo una nueva
capa superior. Las marcas se distorsionan o se hinchan y por lo
general se presentan sobre el acabado original. Es raro que aparezcan
sobre áreas con imprimador. Se deben a que el solvente penetra
a la superficie inferior. a la limpieza inadecuada, al empleo de
lija muy gruesa, o al uso de gasolina en el lijado húmedo.
Para repararlo, deje que la pintura cure por completo y lije con
agua y papel de grano No. 400 (P800). Aplique una o dos capas frescas
de sellador y vuelva a atomizar la capa superior (Figura 19-105).
Borrado
La desaparición de los acabados de laca hasta el imprimador
durante la operación de lustrar se debe a que no se aplicó
el material suficiente como para permitir el lustrado correcto,
o bien a que se ha lustrado y pulido demasiado. Para repararlo,
lije las áreas afectadas y vuélvalas a pintar (Figura
19-106).


Sangrado
El sangrado es la migración de los tintes o pigmentos solubles
desde un acabado anterior hacia una pintura recién aplicada,
como resultado de la acción del solvente. Este caso se debe
a que no se ensayó la superficie anterior para determinar
si se trata de un color que sangra. Para reparar, a veces será
suficiente usar un sellador desangrado. Sin embargo, en la mayo
parte de los casos es necesario quitar la pintura de la zona afectada
y continuar el proceso de repintado (Figura 19-107).
Huellas de manos o dedos
Estas huellas se generan por tocar o limpiar la superficie con las
manos desnudas antes del acabado. Evite tocar la superficie una
vez preparada para la pintura. Para repararla, quite el acabado
y vuelva a pintar (Figura 19-108).
Mancha de lluvia o agua
Las huellas circulares pequeñas en el acabado, sin lustre,
se deben a exposición prematura del vehículo recién
pintado a la lluvia o a los rayos del sol, o a lavarlo demasiado
pronto después de haberlo pintado. Para repararlo, deje que
seque, líjelo en húmedo y vuélvalo a pintar
(Figura 19-109).
Corrosión
La corrosión de las superficies metálicas se debe
a limpieza y tratamientos incorrectos del metal, o a tocarlos con
las manos desnudas después de limpiarlo, o a humedad o sustancias
químicas que atraviesen la capa de pintura por grietas. Provoca
el ampollamiento y pelamiento subsecuentes. Para repararla, quite
la pintura hasta llegar al metal, limpie con cuidado y vuelva a
pintar. Para mayores informes, consulte la sección hojalatería
de este manual.
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
Unidad 19-9 Molduras
con respaldo adhesivo
La mayor parte de las molduras laterales se pagan
con un sistema de uretano y lacre a la carrocería. Pero algunas
molduras se pegan con cinta adhesiva de butilo o espuma. Con frecuencia,
y debido a los accidentes, hay que quitar las molduras de respaldo
adhesivo de algunas partes, para repararlas o reemplazarlas por
molduras nuevas. Si la moltura no esta dañada, la cinta adhesiva
de dos caras se debe quitar de la moldura y limpiar por completo
el adhesivo con nafta o algún solvente no aceitoso, Una vez
seca la moldura se aplica la cinta de dos caras a su parte trasera.
Se debe tener cuidado de no tocar el lado adhesivo, ni que haya
polvo en el. No se debe quitar la cinta protectora hasta que sea
necesario instalar la moldura en el vehículo.
Para asegurar una reparación de alta calidad,
con molduras nuevas o anteriores, la superficie de la carrocería
debe estar entre 21 y 32 ºC. Las partes a las que se va a adherir
la moldura deben estar limpias y libres de toda capa de cera o aceite.
Por tanto las zonas afectadas se deben lavar con agua y detergente,
secar por completo, y lavar después con nafta o alcohol libres
de aceite.
Cuando las molduras se instalan en un vehículo
que no las tiene, el pintor debe decidir donde instalarlas. Las
figuras 19-111 y 19-112 muestran dos ejemplos de donde se pueden
instalar. Por lo general se colocan en los puntos sobresalientes
del contorno del automóvil. Si este tiene un filo, la moldura
se coloca inmediatamente abajo o arriba, pero nunca en la saliente.
Cuando un automóvil tiene una arista o línea decorativa
en los lados, que no formen una línea recta, sino que suba
hacia adelante y hacia atrás sobre las aberturas de las salpicaderas,
se podría instalar como se ve en la figura 19-111. En otros
casos se pueden instalar en los puntos más sobresalientes,
como en la figura 19-112.
Para marcar el lugar donde se va a instalar la
moldura se pueden usar una regla un marcador de fieltro. Se debe
tener cuidado de asegurar que la moldura quede a nivel, respecto
a la superficie del suelo. Se puede aplicar un tramo de cinta adhesiva
en línea recta, desde el frente hasta la parte posterior
del vehículo en los lados, ya sea directamente abajo o arriba
de donde se instalará la moldura (Figura 19-113).
Se corta la longitud necesaria, midiendo desde
el extremo delantero o trasero. Se debe tener cuidado de terminar
los extremos de la moldura cuando menos a 80 mm de los extremos.
Con una hoja de rasurar de un filo se corta ese tramo. La parte
de las puertas se debe cortar a un ángulo de 45º donde
sea necesario, para que la puerta se abra con libertad (Figura 19-114).
Se pela la cinta protectora unos 15 cm. Comenzando
desde la orilla de una puerta, se oprime ligeramente la moldura
a lo largo de la línea de guía (Figura 19-115). Las
demás partes se colocan del mismo modo. Luego se examina
la moldura para ver si se ha aplicado en línea recta. Con
un trapo suave, se aplica gran presión a lo largo de toda
la moldura (Figura 19-116). El automóvil no se debe lavar
durante una semana para que el pegamente cure en forma correcta.


Figura 19-111 (a) Lugar preparado para
la moldura; (b) Instalación de la moldura en una arista de
la carrocería

Figura 19-112 Instalación de la
moldura en la parte más sobresaliente

Figura 19-113 Medición de la altura
de la moldura

Figura 19-114 Corte de la moldura a un
ángulo de 45º cuando se requiera, como por ejemplo en
las puertas

Figura 19-115 Instalación de la
moldura

Figura 19-166 Presión de la moldura
con un trapo para aplicar presión y pegar el adhesivo
Unidad 19-10 Cubiertas
(Transfers) de imitación madera
Las cubiertas de imitación madera se han
difundido en muchos vehículos. Tienen un acabado semilustroso,
son de vinilo y están diseñadas para adherirse a una
superficie pintada por tener en el reverso un adhesivo sensible
a la presión. Se consiguen cubiertas de reposición
en los negocios de artículos automotrices. Para pedirlas
es importante mencionar no solo la marca, sino el modelo y la parte
de aplicación. Se venden por lo general en rollos con la
suficiente longitud para cubrir cierta parte del vehículo.
Cuando hay que reemplazar una cubierta por estar
dañada, se deben lavar todas las partes afectadas y las aberturas
y partes adyacentes. Además, todas las molduras, broches,
manijas, luces laterales, etc., o las partes que traslapen, se deben
lavar. Nunca se debe usar un instrumento con punta o filo para quitar
la cubierta, porque puede rayar la pintura de abajo.
Con una pistola de aire caliente se facilita quitar
la cubierta porque suaviza el adhesivo y el vinilo. La operación
de remoción se debe iniciar en el borde, peleando la hoja
de la superficie. No se debe aplicar demasiada fuerza. En la mayor
parte de los casos se calientan las zonas a medida que se quitar
la lámina en forma gradual (Figura 19-117).
Para colocar una cubierta se debe tener cuidado
que este limpia la parte, y libre de imperfecciones. Si la parte
se ha repintado, se debe dejar secar por completo. Los solventes
que queden en una pintura fresca pueden ocasionar ampollamientos.
Las superficies pintadas se deben pulir con lija de grano No. 320
o 400 (P400 a P800).
Se deben limpiar las superficies pintadas con un
buen solvente de cera. La superficie se seca con un trapo humedecido
con el solvente y después con uno seco, limpio y absorbente.
Se deja secar la superficie, y a continuación se puede usar
aire comprimido para soplar el polvo del área afectada.
La cubierta se prepara para su instalación
delineando una mascarilla como sigue: Peque con cinta una hoja de
papel en la parte exterior. Póngala en línea con los
centros de los agujeros de los broches de fijación de la
moldura horizontal. Siguiendo esa línea, se puede marcar
la plantilla y cortar al tamaño correcto. Con la plantilla
al ras de la parte, marque en las orillas delantera, trasera, superior
o inferior de la parte. En los modelos en que se usan "duelas"
de madera, o en los que hay aristas que corren a lo largo de todo
el vehículo, se deben marcar los bordes en la plantilla.
Coloque esta sobre una mesa y trace otra línea
de los bordes delantero, trasero e inferior a unos 16 a 19 mm de
los bordes de la plantilla. Con una tijera recorte el papel por
estas líneas. Marque también el frente de la plantilla
en su reverso.
Desenrrolle la cubierta y colóquela sobre
una mesa, con el papel de respaldo hacia arriba, y con la veta de
la madera corriendo de izquierda a derecha.
Coloque la plantilla preparada sobre la cubierta
y marque el perímetro de corte en el reverso. En modelos
con simulación de duelas también marque la línea
superior. Asegúrese que el lado interior de la plantilla
este hacia arriba, y que el hilo de la madera vaya de izquierda
a derecha, antes de marcar la línea de corte en la cubierta.
A continuación, siguiendo las líneas marcadas, recorte
la cubierta.
Colóquela sobre la parte que la va a recibir
y marque los centros de cubierta y parte, manteniendo buen alineamiento
vertical y lateral (Figura 19-118). Desprenda el respaldo de papel
de la cubierta y coloque esta con la cara hacia abajo sobre una
mesa limpia. Con una esponja limpia aplique solución humedecedora
a base de agua y detergente líquido, al adhesivo de transferencia
y a la superficie de la parte que se la va recibir.
Centre la cubierta y hágala coincidir con
la marca central y con el centro de los agujeros de los sujetadores
de la moldura horizontal. Oprima ligeramente toda la parte superior.
En los modelos que que tienen aristas o imitación de duela,
asegúrese que las líneas superiores queden alineadas
con las de las partes adyacentes. Use un limpiador con filo de goma
en el centro de la cubierta. Oprima firmemente allí, en una
distancia de 7.5 a 10 cm. A continuación corra el filo de
hule hacia arriba del mismo lugar.

Figura 19-117 Remoción de la cubierta
con calor

Figura 19-118 Avance de la instalación
de la cubierta (se muestra la puerta derecha)
Levante un lado de la cubierta, de la parte hasta
el lugar asegurado en el centro. Coloque la cubierta cercana a la
parte, a lo largo de los agujeros de fijación de los broches.
Avance desde el centro , unte la cubierta para fijarla en su lugar,
con el limpiador de hule. Use pasadas cortas, firmes y con traslape.
Primero unte lateralmente con traslape entre pasadas, y después
en sentido horizontal a través de la parte superior. Termine
asegurando la parte superior opuesta de la cubierta, con la misma
técnica.
Con una mano levante la parte inferior, no asegurada,
de la cubierta, separándola de la parte, Si se pega en forma
prematura, despegue con un tirón rápido y firme. Coloque
la cubierta cerca de la parte en el centro, y úntela partiendo
de allí abajo unos 56 cm, y después hacia los lados
sobre la misma área. Repita esta operación progresando
hacia cada lado de la parte. La adherencia se hace con viajes firmes
y en traslape (Figura 19-118).
Podrá ser necesario aplicar la solución
humedecedora en forma periódica para facilitar el despegue
y el acomodamiento de la cubierta durante las operaciones con el
limpiador de hule. Avance en forma progresiva hacia abajo en pequeños
incrementos, cruzando por completo de un lado al otro de la cubierta
hasta alcanzar el fondo. Corte muescas de 90º en las orillas
de la cubierta cuando sea necesario en las esquinas inferiores,
y muescas en V en los lados.
Aplique una capa delgada de adhesivo de vinilo
a las cejas de la puerta, o en cualquier superficie que quede cubierta
con el trasfer en la parte trasera. No use demasiado adhesivo, Caliente
el lado interior de la ceja de la puerta y de la cubierta y a continuación
doble esta lo necesario sobre las cejas. Aplique la presión
necesaria a la cubierta y las cejas, No jale o extienda más
que lo necesario, porque la cubierta se podría rasgar.
Aplique calor a la cubierta en los agujeros de
la manija de la puerta, o en cualquier depresión, Oprima
con firmeza en esas zonas para obtener una buena adherencia (Figura
19-119). Con una navaja afilada corte el exceso de cubierta en los
agujeros de las manijas o las luces laterales, o en cualquier agujero
(Figura 19-120).
Revise la cubierta desde todos los ángulos,
con la luz reflejada, para detectar irregularidades que se puedan
haber desarrollado durante la instalación. Quite toda burbuja
de aire o agua picándola a un ángulo agudo, con una
aguja fina, y a continuación oprima ella hacia la parte.
Instale todas las partes que haya quitado y limpie el automóvil.

Figura 19-119 Aplicación de calor
a la cubierta

Figura 19-120 Recorte del exceso de cubierta
Unidad 19-11 Cintas
para franjas
Durante muchos años se han colocado bandas
o cintas en los vehículos. Esto lo hace un especialista con
un pincel y pintura especiales. Los métodos actuales, como
el de la cinta con insertos desprendibles se usan para formar las
bandas, y en algunos talleres se usa pintura. Otro tipo de cinta
es la 3M Custum Striping. Esta cinta se vende en muchos tamaños
(Figura 19-121), longitudes y colores, y se usa para embellecer
los automóviles. Para aplicar esa cinta en los vehículos
que se han encerado. se debe desengrasar totalmente el vehículo
en los lugares donde irá la línea para que la cinta
se adhiera bien. En los trabajos de pintura se puede instalar la
cinta tan pronto como seque la pintura lo suficiente; así
se obtiene una excelente adherencia.
Las cintas decorativas se usan también para
separar dos colores distintos en los vehículos, como el de
la figura 19-122, donde se ve la aplicación de la cinta para
dividir los dos tonos. El papel del reverso de la cinta, que protege
al adhesivo, se quita un poco; y a continuación se pega a
la parte y solo se comprime muy poco para pegarla. Nótese
que el respaldo de la cinta cae en la parte trasera de la figura
19-122, al alinear la cinta con la orilla de la pintura. La derechura
de la cinta se juzga a ojo siguiendo la línea decorativa
a cierta distancia. Se aplica la cinta a la salpicadera delantera
y, aplicando la presión suficiente, con cuidado y con un
dedo, se estira un poco siguiendo la curva (Figura 19-123).

Figura 19-121 Diversos tamaños de
bandas decorativas

Figura 19-122 Instalación de la
banda entre dos colores
Por lo general se coloca la cinta en una parte
a la vez y se deja suficiente cantidad para que se pueda pasar al
otro lado de esta para lograr mayor adherencia. Una vez en el lugar
adecuado, se debe frotar la capa transparente de la cinta con un
trapo suave para aumentar la adherencia a la parte. Hecho esto se
levanta con cuidado la capa de plástico transparente y se
separa con una herramienta afilada. Se jala con suavidad (Figura
19-124). Al quitarla, los extremos de la cinta, si están
en una puerta, se dan vuelta hacia la parte trasera, hacia el interior,
para mayor sujeción. Cuando están en una salpicadera,
como en la figura 19-125, la cinta se lleva hasta la parte delantera
de la defensa flexible y se cortan con un instrumento filoso, como
navaja de rasurar o navaja X-acto. Se debe tener cuidado para no
penetrar en la capa de pintura. Los fabricantes venden distintas
formas de extremos que se pueden instalar para terminar la banda,
pero la mayor parte se instalan en el vehículo para acentuar
el color (Figura 19-126). Esta banda se colocó del mismo
modo, excepto que sigue un borde decorativo durante cierta distancia
y a continuación se curva hacia arriba, al área detrás
de la ventanilla. Una vez instalada en forma correcta exceptuando
el extremo superior, se separan las bandas de la capa transparente
y se unen, una sobre otra, para formar un dibujo en forma de flecha.
La cinta se corta con mucho cuidado en ambos lados, y con eso se
obtiene un extremo muy nítido en el área encinta (Figura
19-127).

Figura 19-123 Estiramiento de la cinta
decorativa para seguir un contorno

Figura 19-124 Remoción de la película
plástica transparente de la cinta decorativa

Figura 19-125 Corte de la cinta decorativa

Pintura 19-126 Banda decorativa instalada;
se estira para dar la forma de la curva gradual

Figura 19-127 La banda decorativa se estira
para formar la curva y se corta para obtener la punta aguda.
Cuestionario
Unidad 19-1
19-1 ¿Por qué se debe agitar bien
la pintura, y como se debe hacer?
19-2 ¿Por qué se deben medir los
ingredientes en los trabajos de pintura?
19-3 ¿Cómo se debe igualar el color
antes de pintar la parte de un vehículo?
19-4 ¿Cuál es la presión a
la cual se atomiza el esmalte de uretano?
Unidad 19-2
19-5 ¿Qué técnica se debe
usar al pintar un vehículo en una caseta de pintura con tiro
descendente?
19-6 ¿Qué provoca los ojos de pescado
en la pintura?
19-7 ¿Cómo se debe atomizar la pintura
en el costado de un vehículo?
19-8 ¿Cómo se debe aplicar la pintura
al techo de un automóvil?
19-9 ¿Cuál es espesor de la pintura
de fábrica en un vehículo?
19-10 Explique en forma breve como aplicar un esmalte
alquídico.
19-11 Explique en forma breve cómo aplicar
colores metálicos.
19-12 ¿Durante cuanto tiempo se calienta
a estufa un esmalte acrílico catalizado, y a que temperatura?
19-13 ¿A que presión se aplica el
Imron?
19-14 Describa lo que se puede hacer para igualar
un acrílico metálico, sin usar tintes o pigmentos.
Unidad 19-3
19-15 ¿En que consiste el sistema de capa
base y capa transparente?
19-16 ¿Que se hace para uniformar el efecto
metálico cuando se atomiza esmalte acrílico de base?
19-17 ¿Qué se usa para promover la
adherencia de esmalte acrílico acuoso?
19-18 ¿Cómo se debe aplicar un transparente?
19-19 ¿Qué método se usa para
formar una capa de pintura comenzando desde el metal lijado?
19-20 ¿Por qué se preparan partes
vecinas para recibir la pintura al pintar una parte central?
19-21 Explique cómo se pinta la zona local
para hacerla igual a la capa de pintura original
19-22 Explique cómo es el método
convencional modificado para una reparación local.
19-23 ¿Cómo se prepara un área
para una reparación local con esmalte acrílico?
19-24 Explique como varia el matiz de color cuando
se aplican colores metálicos.
Unidad 19-5
19-25 Explique cómo puede variar el pintor
los matices de un color metálico sin usar tintes.
19-26 ¿Qué es una capa de niebla?
19-27 ¿Qué es el ángulo de
cara?
19-28 ¿Qué es el ángulo de
paso, o de volteo?
19-29 ¿Cuáles son los tres colores
primarios?
19-30 ¿Qué es la brillantez, cuando
se usa para describir el pigmentado?
19-31 ¿Cómo se cambio el matiz o
tono de un color?
19-32 ¿Cuál es la diferencia entre
las escamas metálicas (Estados Unidos) y las que se producen
en otros paises?
19-33 ¿Por qué se usan pigmentos
de baja intensidad cuando se matizan colores metálicos?
Unidad 19-6
19-34 ¿Cuál es el objeto de los compuestos
para pulir y lustrar?
19-35 Describa el tipo de compuesto que se usa
para pulir a mano.
19-36 ¿Por qué se usa una lima para
reparar un hueco en un acabado transparente?
19-37 ¿Qué método se usa para
oscurecer un color con efecto aperlado?
19-38 ¿Por qué se usa vidriado en
las etapas finales de reparación de una capa transparente?
Unidad 19-7
19-39 Dé los nombre y describa las pruebas
que puede hacer un pintor para identificar diversos tipos de plásticos.
19-40 ¿Qué se usa para pintar plásticos
ABS?
19-41 ¿Qué material se puede usar
para pintar partes flexibles, además de un agente y laca
acrílica?
19-42 ¿Qué se usa para pintar hule
termoplástico?
19-43 ¿Qué método se usa para
limpiar tela de vinilo en un techo antes de pintarla?
19-44 ¿Dónde se encuentra la clave
de moldura para el color del techo de tela de vinilo?
Unidad 19-8
19-45 ¿Qué hace que se ampolle una
pintura?
19-46 ¿Qué hace que se hinchen las
rayaduras en una pintura?
19-47 ¿Cómo y porque se forman las
manchas de agua o lluvia en una pintura?
Unidad 19-9
19-48 Describa como se instalan molduras pegables
en un vehículo que no tenga moldura alguna.
19-49 ¿Con qué material se limpia
un área antes de poder colocar la moldura?
Unidad 19-10
19-50 ¿De qué están hechas
las cubiertas de imitación madera?
19-51 Describa cómo se instalan las cubiertas
de imitación madera en una parte.
Unidad 19-11
19-52 Describa cómo se instalan las bandas
de cinta en un vehículo.
Términos Clave
- Activador
- Ángulo de cara
- Ángulo de paso
- Capa de niebla
- Color primario
- Croma
- Cubierta imitación madera
- Eliminador de ojos de pescado
- Flujo de aire
- Igualación
- Isocianato
- Lustrado
- Lustre aperlado
- Pintura tricapa
- Polimerización
- Procedimientos de separación parcial
- Saturación
- Tablero de prueba
Esta
solo es una pequeña lección de ejemplo, para adquirir
el manual completo Dale click aquí
|